Boost threading efficiency
Boost threading efficiency
Utilize the knowledge of application specialists to increase thread quality, productivity and profitablity.
One of the last critical processes when manufacturing parts, threading a hole necessitates careful tool selection and the right machining setup to prevent reworking and possibly scrapping a part. Manufacturers increasingly need to machine challenging, costly materials such as nickel-based alloys, heat-resistant super alloys and exotic materials that make the stakes even higher. These demanding materials have unique properties and application requirements that need to be factored in when selecting a tool.
Whether working with more common steels or newer, difficult-to-machine materials, manufacturers have a range of threading tool options that include application-specific and multi-purpose taps and thread mills. Traditionally used by shops as their threading go-to choice, taps can produce threaded holes with short cycle times and uniform quality while providing long tool life. Gaining popularity for good reason, thread milling maximizes process security and is flexible in terms of feed rates, thread size, programming approaches and, especially, the ability to control fit. The machinist can adjust thread size using different cutting strategies, which is advantageous on tight-tolerance threads.
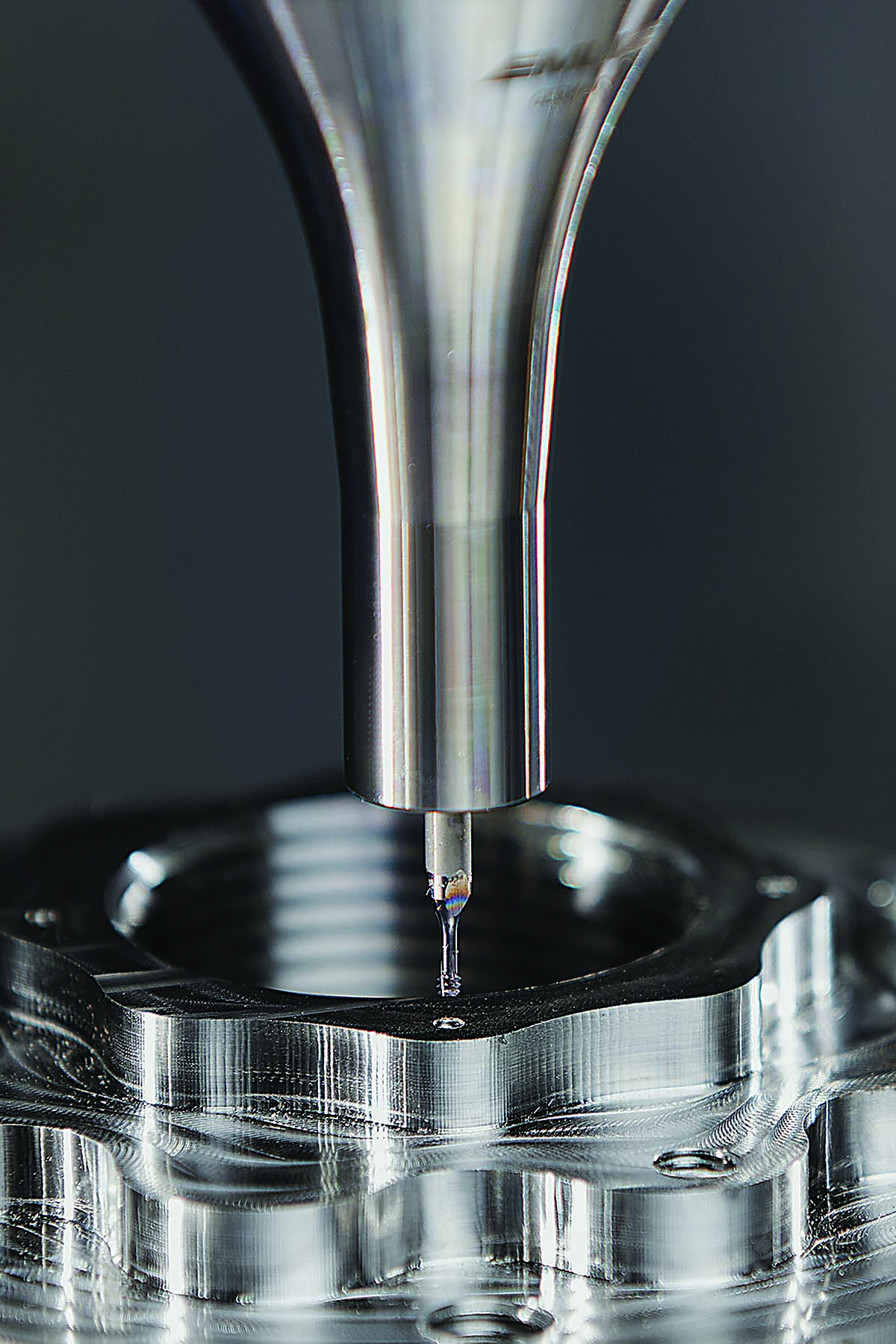
EMUGE THREADS-ALL™/ AERO thread mills increase tool life up to 10x longer than conventional tools. Image courtesy of EMUGE-FRANKEN USA
The benefit of working closely with the cutting tool supplier or manufacturer for application advice cannot be overstated. In addition to selecting the best tool for the threading requirements, cutting tool experts can help dial into the optimal machining speeds and feeds. Advice on emulsions, toolholding and workholding are all critical for maximizing tool life and part quality. It is also important to work with a cutting tool manufacturer or supplier that offers in-field product application specialists or services that allow an end user to send actual part or sample material for test cuts and programming support. Guidance such as this should include detailed reports on operating parameters and results.

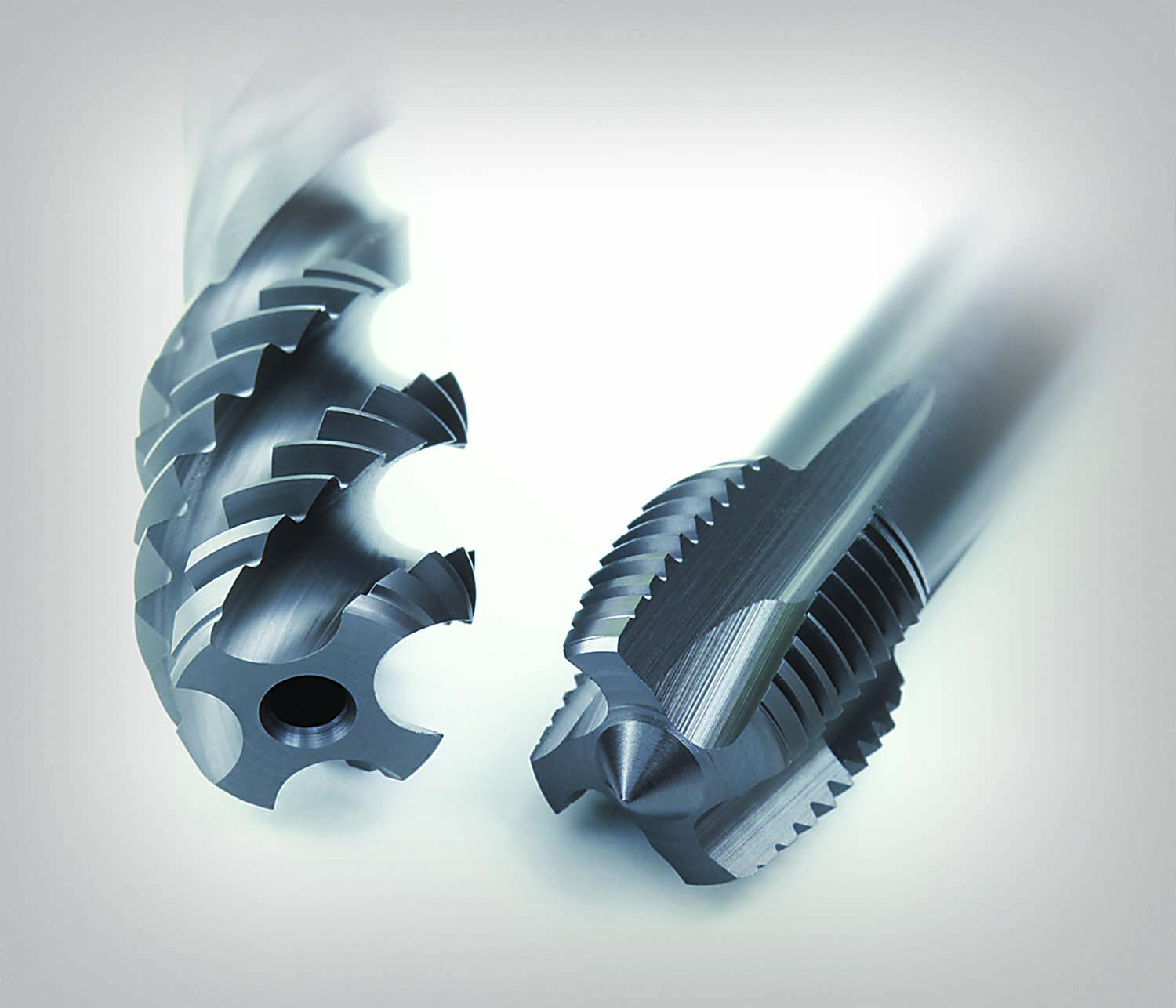
Application-specific taps designed with advanced geometry and coatings efficiently thread challenging nickel-alloys. Image courtesy EMUGE-FRANKEN USA
Here are just a few examples where knowledgeable application advice proved beneficial for increasing thread making productivity.
- For the longest tap life, establishing the proper tapping speeds for various materials is key. For example, a tapping speed of 3-16 sfm is recommended for both entering a hole and exiting the tapped hole when cutting nickel alloys.
- Also, when tapping nickel alloys, the highest level of lubricity is required to achieve the longest and most consistent tool life. Tapping lubricants in the form of an oil or paste are recommended and are ideally suited for maximizing tool performance. When tapping, emulsion coolants often lack sufficient oil concentration to achieve the best tap life in nickel alloys. If emulsion coolant is the only lubrication option available, then thread milling would be the preferred process for optimal tool performance.
- When it comes to thread milling, EMUGE recommends that manufacturers ask questions early on about programming the feed rate if the threading operation does not seem right. For example, a customer had been breaking thread mills, and a programming review revealed that the tool was being significantly overfed. A hole that should have taken close to a minute to thread was being done in just a few seconds. This was due to the feed rate being calculated on the centerline of the programmed arc instead of on the actual tool diameter, which is much larger.
- Application advice also helps when determining whether a single-plane or full milling section thread mill is the optimal choice. Because a single-plane thread mill can cut multiple pitch threads, shops don't have to stock as many tools. However, a full milling section tool is much faster, and instead of making a couple dozen passes with a single-plane tool, a tool with the complete thread profile can produce any thread in two passes or less — geometry and material permitting. Note that single-plane thread mills certainly have their place and offer a versatile, dependable solution for producing full bottoming threads to within one pitch in a range of materials.
Shops Efficiently Thread Up
Incorporating the right threading tool and following application advice from knowledgeable cutting tool experts has proven to be instrumental in terms of quality, productivity and cost savings in the following real-world cases:
An aerospace job shop serving the defense and extrusion industries was encountering a high cycle time, poor tool life and an unstable process when threading Inconel 718. The shop was using a single-plane carbide thread mill that was taking over 30 minutes per hole to thread. Each workpiece required 10 passes per hole, and the tool was delivering poor thread quality. To solve the threading issues, the shop consulted with EMUGE and used the toolmaker's THREADS-ALL/AERO thread mill with optimized feeds and speeds. Doing so allowed the shop to thread the same number of holes with only three passes per hole. The result was a cost savings of 76% per part with an annual savings of over $90,000.
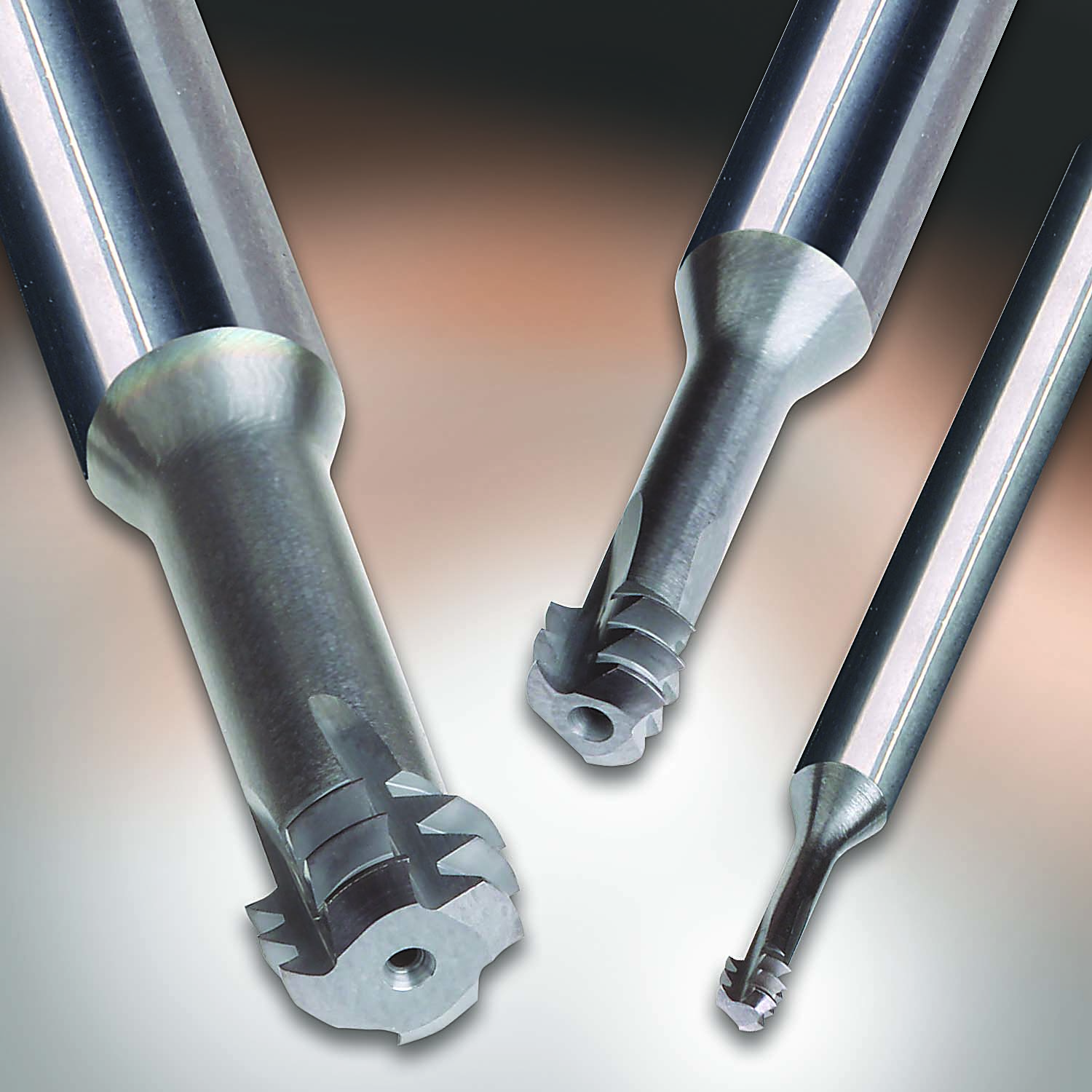
EMUGE THREADS-ALL/ AERO Thread Mills have multiple teeth, the first acting as a rougher and the next two teeth performing finishing. By dividing functions into three cutting edges, speeds and feeds can be increased, and threads can be produced in a single pass. A 10° left-hand helical flute form and chamfer geometry combine to optimize chip evacuation in the forward direction. Image courtesy EMUGE-FRANKEN USA
THREADS-ALL/AERO has a unique design that enables three tooth pitches to simultaneously rough and finish threads, reducing cycle times and dramatically increasing tool life up to 10 times longer than conventional tools. A left-hand helix flute design with left-hand spindle rotation greatly enhances stability and performance. The first tooth acts as a rougher, while the second and third teeth finish the full thread. The TIALN-T46 coating on the thread mills resists heat and wear, extending tool life. With this one tool, manufacturers can make STI threads for both through and blind holes.
A manufacturer of steel valves had been using a conventional tap to thread some 800 holes before the tool failed. Seeking a more productive solution, the manufacturer decided to investigate EMUGE taps. The first step was to conduct a trial to see which tap performed the best in the valve application. Ultimately, an EMUGE Z Tap threaded about 7,000 holes, which increased the number of holes per tap by approximately 90% compared with the previous tap.
EMUGE Z-Taps have an advanced chamfer geometry and rake/flute form in addition to the GLT-1 multi-layered coating, which produces a consistent, controllable chip formation that is released smoothly for fast and efficient chip removal. GLT-1 is uniquely structured with advanced heat resistance characteristics, along with an outer anti-friction layer. These elements synergistically combine to produce exceptional wear resistance and sliding properties that result in improved tool life, reduced torque, optimized chip evacuation and a superior thread finish.
EMUGE Z-Taps are ideal for stainless steels, high strength alloys, tool and cast steels
EMUGE Z-Taps also feature a large number of flutes and a short thread section to reduce friction, and a low cutting torque to reduce the occurrence of tap breakage and enable higher cutting speeds.
Using the right tool also helped a custom fabrication shop for engineering, welding, machining and testing related to manufacturing pressure vessels, vacuum chambers and cryogenic systems. The shop, which has many applications with part features that require threading, had been using application-specific EMUGE taps in materials such as titanium, Inconel and super alloys. When threading more common steel and aluminum alloys with taps from other toolmakers, taps frequently broke, so they tried the EMUGE MultiTAP high-performance, multi-purpose tap that eliminated the breakage issue. Now the shop is replacing all of its taps with EMUGE MultiTAPs.
The MultiTAP line ranges from cut taps to form taps with different coatings, in addition to taps with extended lengths, and NPT/NPTF pipe taps. The versatile MultiTAP features an innovative geometric design and a special base material and surface treatment that allows it to cut a wide range of materials such as carbon steel, steel, stainless steel, aluminum, cast iron, copper, brass and bronze. The taps are uniquely designed to produce threads within both 2B and 3B classes of fit, eliminating the guesswork required when calculating H-limits.
A manufacturer of balers, shredders and shears for the recycling industry uses abrasion-resistant materials that are hardened to build long lasting, reliable products. The materials are challenging to machine and are in the 35-46 HRC hardness range, requiring holes with strong threads. Taps that are long lasting and produce consistent results are vital, but when the manufacturer used budget-priced taps, breakage was a constant challenge that required frequent tool changes and part repairs.
The company consulted EMUGE, a test was performed and a single EMUGE 3/4" – 10 3BX C-Ti-style tap now enables the manufacturer to thread 300 to 400 holes or more on huge wear plates made of Hardox 450 steel (45 HRC) that are used as liners in the interior of cardboard balers. Prior to the EMUGE tap, the manufacturer was only able to thread 67 holes at most, without the tap failing.
Productivity increased over 20%, saving the manufacturer 50% of the cost per job. Though the EMUGE tap costs $50 more than the incumbent tap, it lasts much longer, such that only 17 EMUGE taps are needed for annual production of the liners as compared with 75 of the previous taps.
C-Ti taps feature a left-hand helical flute form and chamfer geometry that combines to optimize chip evacuation in the forward direction and add strength to the cutting teeth for enhanced tool life and process security. Advanced high-relief geometry (HRG) increases space between the friction surfaces for enhanced lubrication and reduced torque load in both forward and reverse directions. For example, HRG counteracts the high compressive forces produced by the extreme elastic memory of titanium. A TICN multi-layer PVD coating is applied to the tap for additional wear resistance. The taps produce a 3BX class of fit for internal UNJ threading applications.



