Expanding Possibilities and Self-Improvement
Expanding Possibilities and Self-Improvement
Round-up of five recently introduced indexable tools: stub drill, universal nmilling cutter, center-cutting endmill, milling cutter." title="Cutter for milling dovetail slots. See milling cutter." aria-label="Glossary: dovetail cutter">dovetail cutter and insert clamp.n
Sounds like a self-help seminar doesn't it? Expanding possibilities and self-improvement are goals we all have, and that includes indexable tool manufacturers. They work to make longer-lasting tools that are more versatile and rigid. Following are some of their most recent innovations.

Dura-Hog offers a 2:1 ratio stub drill with secondary coolant ports that provide added chip flushing.
Stub Drill
Dura-Hog, Troy, Mich., offers an indexable, stub-length drill for vertical and horizontal milling centers. Introduced in late 1999, the stub drill has several features that improve finish and reduce setup times.
The tool's 2:1 ratio is designed to provide a better finish by reducing the vibration often associated with 3:1 or 4:1 extensions. It also is equipped with secondary coolant lines, as are all of Dura-Hog's drills.
According to product line manager Curtis Anderegg, secondary coolant lines provide added protection when machining. When the primary port gets clogged, the coolant is diverted to a secondary port at the top of the insert. This provides a backup method for evacuating chips.
The Dura-Hog drill also is available with custom shanks for different machining center brands, reducing the time spent on coolant-hose placement. Anderegg said that different shanks have different lengths and that changing tools often meant that the coolant hoses had to be adjusted to accommodate those varying lengths.
"You always had to run the copper tubing or the snap-lock plastic tubing for coolant. It was real time-consuming," said Anderegg. The custom shanks means coolant hoses have to be set for only one shank length.
A common problem with stub drills is getting them to fit standard holders. But, according to Anderegg, Dura-Hog's shank fits in a standard endmill holder. "You don't have to cut the shank off; it sits right down in there," he said.

The Felix 2010 from Dapra can feed at 0.080 ipr on z Z-axis plunge.
Milling Cutters
The Felix 2010 is a universal milling cutter from Dapra Corp., Bloomfield, Conn., that's designed to both rough and finish, saving the user from having to apply multiple tools.
John Jacobson, national sales and marketing manager, said he believes the Felix 2010 can produce a bore and mill a pocket better than any combination of tools.
The 2010 can interpolate at 0.080 ipr, on a Z-axis plunge, and then finish bore to an H7 tolerance as it exits the cavity. "It's like no other tool in the industry. It can basically drill a hole at 0.080 ipr," said Jacobson.
Among the other advantages Jacobson cited was the Felix 2010's ability to mill a pocket on a slanted surface. "It's not limited to bores; it can cut any size or type of cavity up to eight times the [tool's] diameter," he said.
The 2010's cutting ability is partly due to the design of its carbide insert, which incorporates roughing and finishing edges. According to company literature, the Felix 2010's feed-rate-per-tooth doesn't directly depend on the material because of the insert's small cutting length. Each insert cuts just 2mm of material during each revolution. Therefore, horsepower requirements for the 2010 are just one-eighth that of traditional tools.
The design of the tool allows for faster program changes and versatility in applications. Because the tool interpolates, changes in the depth or diameter of a cavity are easily made by programming. This capability can eliminate having to preset or change tools.

An indexable endmill with center cutting capability from Ingersoll offers 30° ramping capability, through-the-tool design and a 1:1 length-to-diameter ratio.
The Felix 2010 cutter head is available in 14mm to 66mm sizes and can create flat-bottom holes from 16mm to 132mm in diameter.
The Felix 2010 has been available in Europe for a couple of years, earning Germany's National Award for Excellent Innovative Performance for the Trade, Munich 1998. It has only recently become available in the United States.
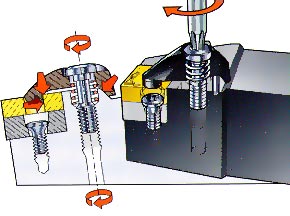
Ingersoll Cutting Tool Co., Rockford, Ill., has introduced a center-cutting extension to its popular 23J series of endmills. The new 23S2B extended-length endmill offers a 30° ramping capability, a through-coolant design and a 1:1 length-to-diameter ratio for optimal rigidity.
Ingersoll Product Manager Tom Varisco said that a feature he refers to as a "dimple-lock" in the shank of the tool also increases rigidity. The dimple-lock consists of a tapered hole milled into the side of the shank and a setscrew with a chamfer to match the taper of the hole. As the screw is tightened into the dimple, it exerts a force on the shank, pulling the tool securely into place.
"It's got an infinite number of positions where you can connect and actually pull the tool back into the holder," said Varisco.
Varisco described the 23S2B as a combination tool with center-cutting and side-milling capabilities. The 23S2B utilizes three different inserts, two of which have four cutting edges. Varisco said that the side inserts are conventionally mounted and offer four cutting edges, reducing tool costs. Two end stations in the flutes accommodate inserts with two cutting edges, as does the nose of the tool.
"We were looking at covering the majority of situations you might run into," explained Varisco.
While the tool does have center-cutting capabilities, Varisco warned that it is not designed to perform like a drill. "You bore down into solid material and then do the side milling," he explained.

Dorian holds the patent on the first indexable dovetail cutter. Both 15° and 60° dovetails are available.
Dovetail Cutters
Tired of grinding your dovetail cutters? Dorian Tool International, East Bernard, Texas, holds a patent on what the company reports is the first indexable dovetail cutter.
According to the patent abstract, typical 60° cutter inserts have not been used in dovetail endmills because they lack the necessary clearance. Their entire cutting edge would be located in the cutter plane, leading to extreme insert wear. Dorian's patented geometry establishes a clearance angle that removes chips effectively while reducing insert wear.
Dorian Product Marketing Coordinator Donnie Kelner said that the tool was born out of necessity. "We needed a 60° dovetail cutter for our own work and we couldn't find any indexables, so one of our engineers made one," he said.
Kelner added that the design of the tool is actually quite simple. It doesn't require custom inserts, which makes replacement and repair easier. "It's not a specialty insert; it's just a standard industry insert that our engineer had to rotate and position just right to get a true 60° dovetail," said Kelner.
The tool is offered in 15° and 60° dovetail styles and employs a standard triangle-shaped insert set at a 15°, positive rake angle for maximum cutting performance. The cutter incorporates a Torx-screw locking system and comes with a Weldon shank (3/8", 1/2", 7/8" or 1"). Inserts are available for steel, stainless steel and cast iron machining.
Insert Clamp
Sandvik Coromant Co., Fair Lawn, N.J., introduced an insert clamping system last year. The company said it provides twice the clamping force as M-style clamps that employ a top screw.

The Rigid Clamp from Sandvik Coromant offers twice the clamping force as standard M-style clamps.
The Rigid Clamp is a top-clamp design with a "finger" that reaches into the insert's screw hole. When tightened, the finger pulls the insert back and down into the pocket.
According to Mike Castner, Sandvik's turning product manager, the added rigidity permits higher speeds and more aggressive cuts. He said the clamp could be applied to any turning operation that requires a negative insert.
And, the RC clamp greatly increases tool life, according to Castner. "You get more predictable tool life based on the insert's inability to move in the pocket," he said.
The RC clamp is currently available only for turning tools, but Castner said that Sandvik Coromant was expanding it to other lines. It will soon be available for boring bars.
While the RC clamp may hold inserts more rigidly, it doesn't cost more, Castner added. He said the price of the RC clamp is comparable to Sandvik's M-style holders.
While indexable tools may not always fulfill your manufacturing needs, they can, in certain applications, add productivity by reducing your tool costs and tool-change times. They also can improve part finish by providing a new cutting edge with every index.
Indexable tool manufacturers are always looking for new applications for their products. So don't be surprised if you see more of these tools trying to "insert" themselves into more of your machining applications.



