Fail-Safe CAM
Computer-aided error detection and prevention routines for CAM programs not only help prevent disaster—they improve machine efficiency too.
Computer-aided error detection and prevention routines for CAM programs not only help prevent disasterâthey improve machine efficiency too.
CAM programs enable CNC machine tools to make parts with speeds, accuracies and repeatabilities unimagined by the manual machinists of old. However, as with any digital technology, the rule of garbage-in, garbage-out holds firm.
A CAM program can run an erroneous toolpath just as fast and faithfully as it does a perfect one. The increasing complexity of machined parts, the growing capabilities of machine tools and a scarcity of experienced programmers magnify the need for error recognition and prevention at the part-programming stage of machining operations. Cutting Tool Engineering talked to suppliers and users of CAM software, machining simulation programs and machine tools to explore the sources of programming errors and the efforts to detect them before the mistakes produce wasted time, scrap and even machine tool damage.

Courtesy of Haas Automation
Milton Ramirez, product technical specialist for Haas Automation, sets tool offsets using the Haas Intuitive Programming System. The operator selects workpiece material, tool type and tool material during setup, and the IPS uses that information to calculate safe speeds and feeds for the part program.
Sources of Error
Familiarity breeds competence, but inexperience breeds mistakes. A new programmer is more likely to make programming errors than an experienced one. Vytas Cijunelis, Midwest operations manager for DP Technology Corp., Camarillo, Calif., developer of Esprit software, said, “It is luck or an extreme gift if someone can ‘hit the street running’ from the get-go. Mozart wrote some great music when he was 5, but that’s pretty rare. Most of us have to work at [programming]. Most of us have to do it over and over to make the process more secure.”
In addition to the retirement of veteran programmers and the declining popularity of machining careers in general, changes in manufacturing technology are giving rise to a new group of programmers unfamiliar with machining practices. Steve Bertrand, sales manager for CNC Software Inc., Tolland, Conn., supplier of Mastercam software, calls this growing group “nontraditional” CAM programmers. An example is producers of rapid prototypes who need to reproduce polymer models made on rapid-prototyping machines as prototypes or parts machined from steel or aluminum. “These guys are buying tabletop machines, and they are making some of the prototypes in their offices, machining them for the first time. They are just learning,” Bertrand said.
Bill Hasenjaeger, product marketing manager for CGTech, Irvine Calif., which provides Vericut verification and simulation software, said common programming errors caused by lack of experience include setting an overly aggressive material-removal rate, programming inefficient motion during machining and missing features entirely.
Even veteran programmers, however, can be rushed into making programming mistakes when dealing with the fast turnover and small lot sizes required for just-in-time production demands. Hasenjaeger said these errors include programming toolpaths that gouge or undercut the design geometry or roughing routines that leave too much or too little material for subsequent operations. Tooling-related mistakes include toolpaths that result in the shank of the tool assembly rubbing on the part’s sidewall or improper ramping or plunge-cutting with a noncenter-cutting endmill. Spindle mistakes can involve setting the spindle to turn in the wrong direction or at speeds or feed rates that are too high or too low.
Hasenjaeger added that increasingly complex parts and machine tools create their own set of unexpected mistakes and problems; 5-axis material removal can result in unintended cutter contact with fixturing or machine components, and multifunction mill/turn tooling configurations may produce unanticipated collisions as well. At best, programming errors will result in lower part quality and lower production rates; at worst, broken tools and even machine tool damage can occur.
Error Detection and Prevention
As a result, CAM suppliers provide tools to help avoid programming errors. DP Technology’s Cijunelis said Esprit software, for example, contains a database of tools, speeds and feeds for common workpiece materials. “It will look for each of the tools that you are using and go to the appropriate settings and put those into the operation pages. It is a one-step process.” Cijunelis added that the parameters may not exactly match a particular shop’s practices. “You talk to 10 guys who want to cut aluminum, they are all going to tell you a different speed and feed to use because of cutter or machining strategy,” he said. Nonetheless, the database’s recommendations are intended to eliminate errors across a range of machines and operations.
User-determined rules are another error-prevention feature. “For example, you can set rules so you can’t cut deeper than 10 percent of the tool diameter, or you can’t make a step-over greater than 50 percent of the tool diameter,” Cijunelis said. “There are a lot of things that you can do that will prevent you from [programming] something in that you shouldn’t. It depends, of course, on if and how the user wants to use these features. The user can set up to machine parts the way he wishes and automatically call up the proven processes again and again.”
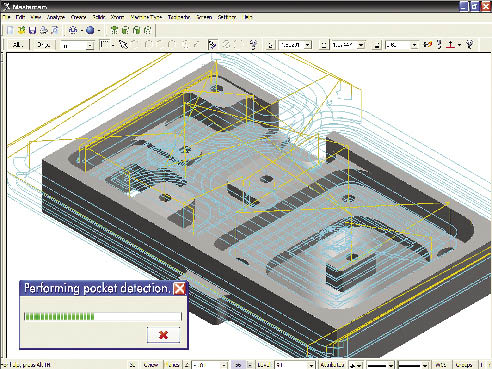
Courtesy of CNC Software
One error-prevention strategy for CAM programs involves adding a degree of automation to the programming process. For example, Mastercam says its Feature Based Machining automatically creates toolpaths to machine features that are detected and identified via user criteria.
Another error-prevention strategy involves adding a degree of automation to the programming process. According to CNC Software’s Bertrand, Mastercam’s Feature Based Machining (FBM) eliminates manual feature identification for programming milling and drilling operations on prismatic (geometrically shaped) parts. Toolpaths are created automatically to machine features, and FBM output can be refined to meet user-selected criteria such as choosing tools only from a certain specified group of tools or tapping a hole in a specified way.
Bertrand said the automation helps inexperienced programmers by making the decisions required to machine a part in a logical sequence of events, using best practices. An experienced CAM programmer, on the other hand, may use FBM-generated programs as a starting point to generate basic toolpaths. “You have the ability to go back and tailor it and tweak it so it’s exactly the way you want it to be,” Bertrand said. Mastercam’s milling FBM handles “pocketing, contouring, drilling, tapping, boring, countersinking and things of that nature on what we call a production-type part, or prismatic part,” Bertrand said.
Simulation
DP Technology’s Cijunelis said simulation is a key step in error-free programming. “A lot of people use simulation throughout the program. You program a few operations, then you simulate; then you program a few more, then you simulate. You know exactly where the error occurs because the simulation stops and tells you. Having this information, you know exactly what to change to optimize your NC program prior to sending it to the machine. In Esprit, you always have the NC block-by-block information of the tool associated with the operation being simulated.”
CGTech’s Hasenjaeger pointed out that before a part is machined, a CAM program must be translated through post-processing software to create the G code that actually dictates machine movements. He said a CAM system checking its own NC path is “like a student grading his own test. It is not a comprehensive check and common errors can still reach the shop floor and waste valuable machine time and shop resources.”
Hasenjaeger said CGTech’s Vericut verification and simulation software checks the machining program after post-processing and detects feed errors, potential crashes/collisions, gouges, overcutting or undercutting, syntax errors in G code and other procedural details. The software then generates a report that identifies the errors and highlights the relevant lines from the NC program so the problem can be corrected.
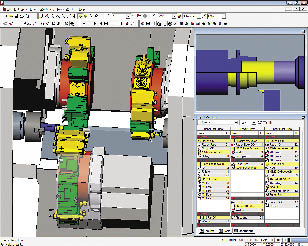
Courtesy of DP Technology
This simulation in Esprit CAM software from DP Technology depicts synchronization of three tool turrets on a mill/turn machine. Synchronizing turrets prevents collisions and enables programmers to maximize utilization of each turret in relation to the others.
Toolpath verification after post-processing is important at Moscow Mills Manufacturing Services, Stowe, Vt., which serves customers in the aerospace, robotics, semiconductor, R&D and general industrial markets. Owner Anderson Leveille described the shop’s niche as prototype to short-run production of high-end, extremely tight-tolerance parts made of materials such as titanium and Inconel. He said simulation and verification after post-processing is particularly relevant in his operation because the shop modifies its post-processors on an ongoing basis. “We are continually working on our posts because at the end of the day, we are always looking for better ways to do things,” he said. A change in a post-processor might involve adding the capability to precall a tool from a mill’s toolchanger while another tool is in the cut. “In other words, you don’t have to wait for your carousel to rotate; a tool will be waiting when the tool arm comes around,” Leveille said. “A post is never perfect, so running the simulation after the post will take care of all these tweaks.”
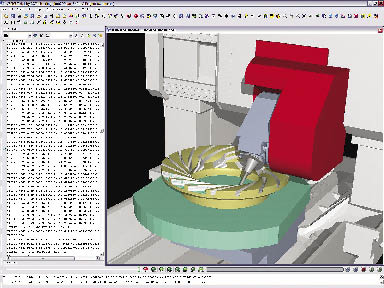
Courtesy of CGTech
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion