Get on a roll with centerless grinding
Centerless grinding was developed in the early 1900s to improve the manufacture of rollers for roller bearings used in bicycles. Today, the process is used by automotive manufacturers, medical device manufacturers and small job shops to produce a countless variety of components.
Centerless grinding was developed in the early 1900s to improve the manufacture of rollers for roller bearings used in bicycles. Today, the process is used by automotive manufacturers, medical device manufacturers and small job shops to produce a countless variety of components.
The operation has a combination of qualities not found with any other machine tool. The process is simple in appearance, exceptionally productive, very repeatable and capable of holding tight tolerances.
Centerless grinding looks deceptively easy. The grinder is constructed with a grinding wheel mounted in a stationary housing on one side of the machine with a work rest and regulating wheel, also known as a reg wheel, opposite the grinding wheel. The reg wheel and tool rest are mounted on a two-slide arrangement in which the work rest is mounted to the lower slide and the reg wheel is mounted to the upper slide. This arrangement allows the reg wheel to move relative to the work rest, which is primarily for setting the height of the workpiece relative to the grinding wheel. The lower slide carries the work rest and reg wheel to the grinding wheel and controls the depth of cut and diameter of the workpiece.
Although the arrangement of these primary components is simple, the effect is significant. Centerless grinding is not subject to errors caused by a part that is out of round or bent. Because the work rest is positioned 90 degrees to the wheels, grinding plane geometric imperfections do not produce irregular motion in the cut plane. This relationship makes centerless grinding the most efficient process for creating very round parts.
Supporting the entire working area with the rest prevents deflection that would occur in other kinds of grinding operations. Therefore, centerless grinding is ideal for parts that are long and slender. Because lengthy, flimsy workpieces are manufactured easily with centerless grinding, the medical industry extensively uses the process to make things like catheters, which have very tight diameter tolerances and would be impossible to create on other types of machine tools. Since the work is well supported and the depth of cut can be as little as a few millionths of an inch, centerless grinding is perfect for thin-walled tubular parts or really brittle workpieces. An extreme example is companies that produce glass tubes with diameter tolerances in the 0.00254 mm (0.0001″) range using centerless grinders.
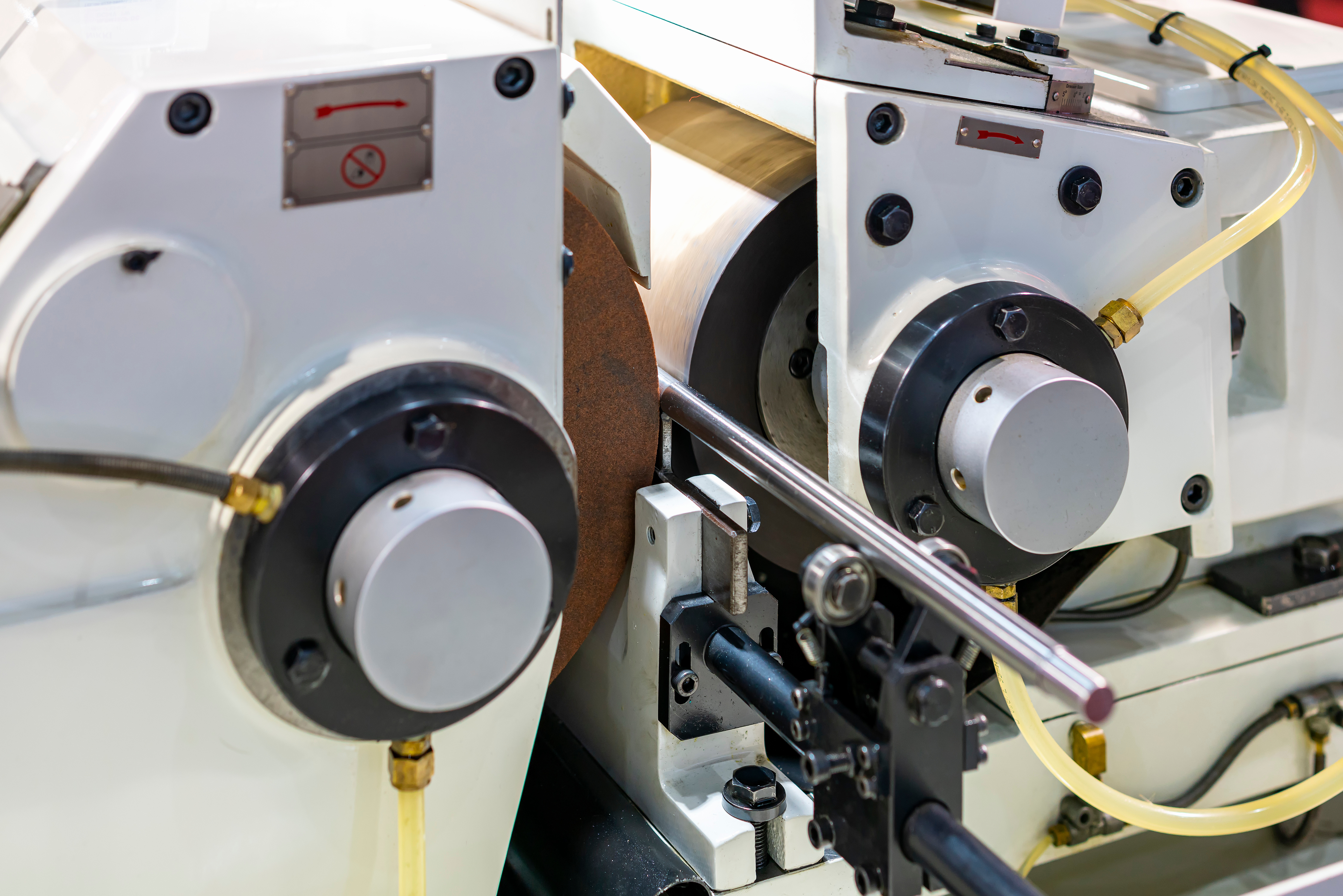
A centerless grinder is constructed with a grinding wheel mounted in a stationary housing on one side of the machine with a work rest and regulating wheel opposite the grinding wheel. Image courtesy of Cutting Tool Engineering
Slide travel, wheel arrangements and the overall size of a centerless grinder limit the maximum working diameter of a workpiece. However, the unique configuration of the wheels and rest allows parts to be fed through the machine from entry to exit without interruption, aka through-feed grinding. So there is no limit to the length of a workpiece. The most common type of centerless grinding is through-feed grinding. Reg wheels are dressed to a slightly concave, tapered shape, which pulls the workpiece through the machine. Therefore, the entire grinding process happens without movement of the slideways. The part enters on one side and is fed across the grinding wheel and exits on the other side. Cutting speed (feed rate) and size are controlled by the shape of the reg wheel.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion