Hot diamonds and barber pole
The Grinding Doc addresses the cause of barber pole lines in workpieces.
Dear Doc: I cylindrical-traverse-grind rolls and am getting spiral marks on the workpiece. I checked the alignment of the wheel/workpiece axes, and they seem OK. Could there be another reason for the marks?
The Doc Replies: First, let’s clarify spiral marks. What people refer to as spiral marks can be caused by dressing too fast, intermittent contact between the dresser and wheel or self-excited chatter with a phase shift, just to name a few reasons. When cylindrical traverse grinding, the most common type of spiral marks is what I call barber pole helix lines. Here, a single helix circles the workpiece, with a fixed pitch (see figure). In addition to misalignment between the wheel and workpiece, another cause of barber pole lines is temperature-induced diamond tool growth as the diamond traverses the wheel.
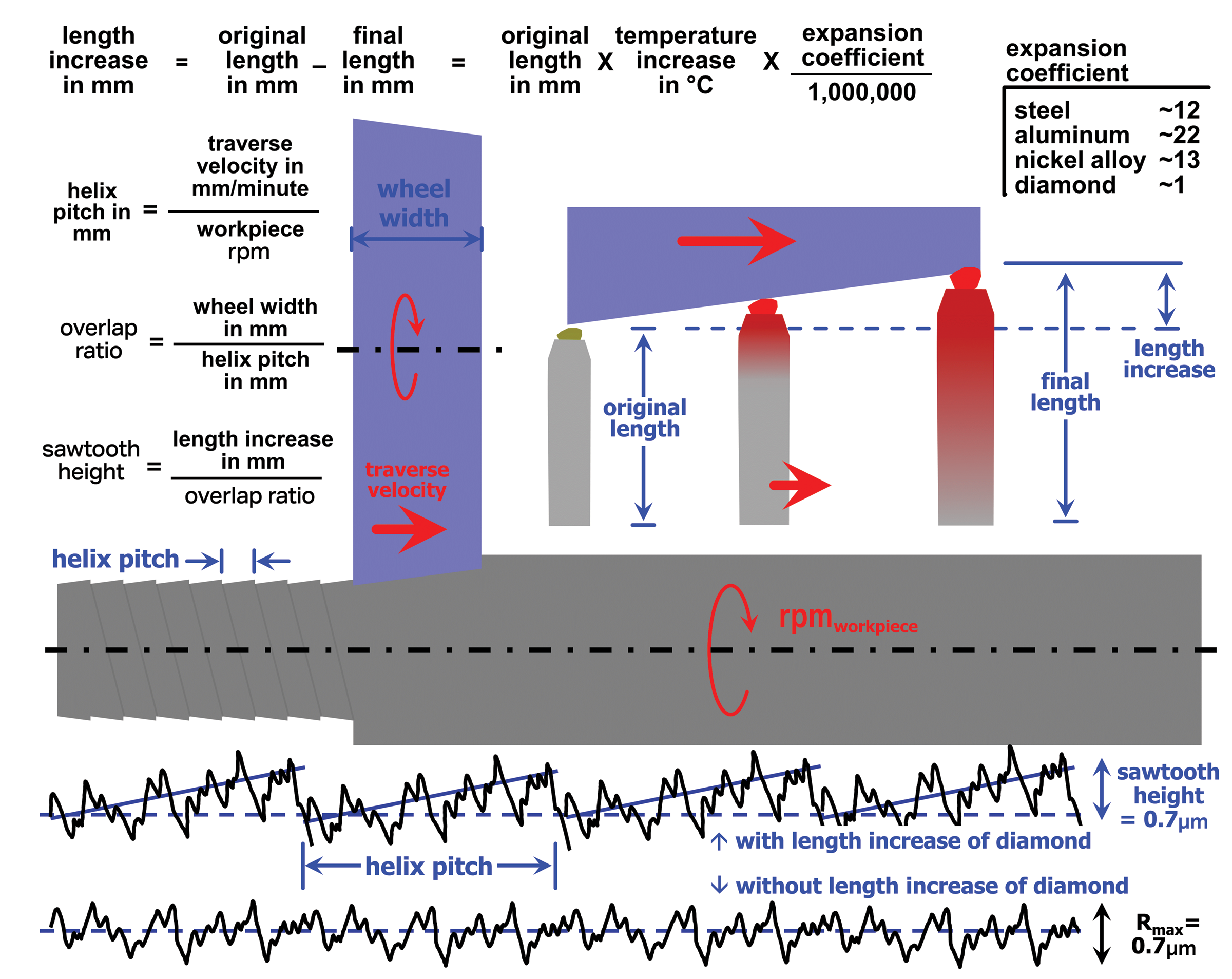
Dressing generates heat, some of which goes into the dresser. Let’s say that from the beginning to the end of the dress, the overall bulk temperature of a 25mm-long, single-point, steel shaft dressing tool increases 10° C. During dressing, the tool shaft will increase in length by 3µm. The equation is 25 × 10 × 12 ÷ 1,000,000 = 0.003mm, where 0.000012, or 12 × 10-6, is the material’s expansion coefficient. That may not seem like much, but it might be enough to cause visible barber pole marks on a workpiece, especially because that sharp corner on the wheel digs into the workpiece.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion