IMTS 2016 Preview: Tooling & Workholding
IMTS 2016 Preview: Tooling & Workholding
Cutting Tool Engineering provides coverage of more than 210 of the products that exhibitors will showcase at IMTS 2016. They are divided into tooling and workholding products, machine tools and accessories, and metalworking products. Presented here is the preview for Tooling & Workholding.
Cutting Tool Engineering provides coverage of more than 210 of the products that exhibitors will showcase at IMTS 2016. They are divided into tooling and workholding products, machine tools and accessories, and metalworking products. Presented here is the preview for Tooling & Workholding.

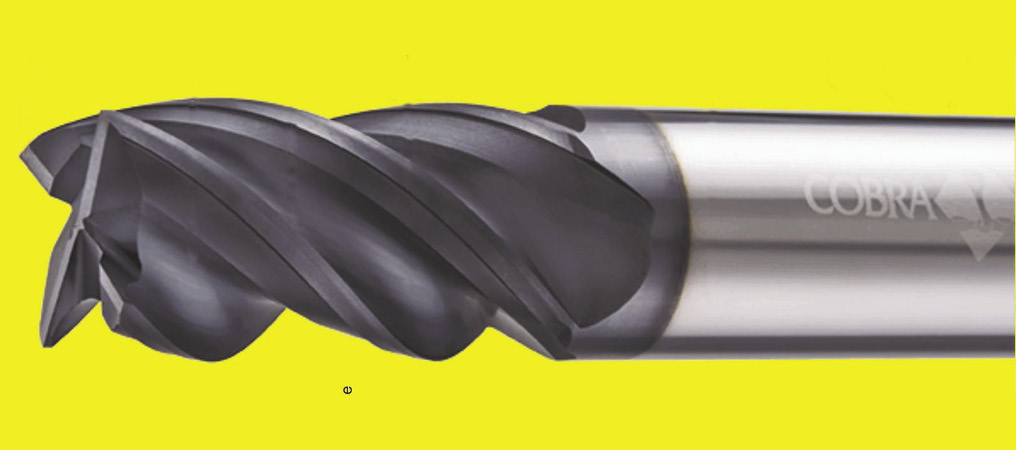
VARIABLE-GEOMETRY ENDMILL. The design of Cobra Carbide's ADDER endmill includes variable-helix and variable-flute geometries. This reportedly allows for chatter-free milling when cutting hard, ferrous materials. Proprietary coatings allow end users to dramatically increase speeds and feeds and take deeper DOCs while extending tool life, according to the company.
Cobra Carbide
Booth: W-92.

BROACH HOLDER. Hassay Savage Co.'s new broach holder is for Swiss-style machining centers. Made of 17-4 stainless steel, the holder provides strength, rigidity and accuracy for all punch and index broaches with an 8mm (0.315") shank size, according to the company. The holder is available in five shank sizes: 0.625" (15.88mm), 0.750" (19.05mm), 20mm (0.787"), 22mm (0.866") and 1.00" (25.4mm).
Hassay Savage Co.
Booth: W-2356.
FORM TOOLS. Iscar Metals Inc.'s PentaCut grooving insert with five cutting edges has evolved to include custom forms up to 20mm (0.787") wide. According to the company, a custom form allows quick and accurate indexing, and the tangential pocket design is more rigid than a conventional form tool. The insert is ideal for screw and automatic machines.
Iscar Metals Inc.
Booth: W-1800.
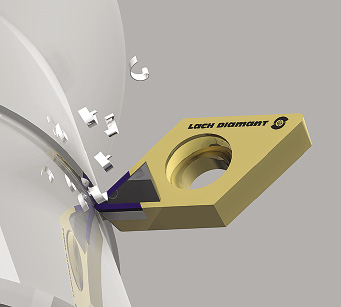
DIAMOND CHIPBREAKER. Lach Diamond Inc. offers the diamond chipbreaker-type 3D-active insert. During fine finishing, the chipbreaker functions reliably—even with a feed of 0.1 mm/rev. (0.004 ipr). This makes it suitable for machining thin-wall and unstable components. There is no heat development when machining because of the chipbreaker's special construction, according to the company.
Lach Diamond Inc.
Booth: W-2108.
WORKHOLDING SYSTEM. The Spanntop workholding system from Hainbuch America Corp. offers the option of converting the basic chuck for OD, ID and 3-jaw clamping operations with a changeover time of 2 minutes or less. ID workholding capability is enhanced by clamping sleeves that provide the ideal holding pressure while cushioning the workpiece to avoid damage, according to the company. Repeatability makes the system suitable for automated operations.
Hainbuch America Corp.
Booth: W-1636.

MILLING CUTTERS. Seco Tools LLC says its T4-12 square-shoulder and helical milling cutters allow parts manufacturers to achieve increased DOCs and high metal-removal rates when roughing and semifinishing steel, cast iron and other materials. The inserts tangentially mount in the cutter bodies to enhance stability and allow easy access to their mounting screws. This mounting design directs the cutting force to the thickest part of the insert, which contributes to high metal-removal capability.
Seco Tools LLC
Booth: W-1564.
VIBRATION-DAMPING EXTENSIONS. Bilz Tool Co. Inc. offers ThermoGrip extensions with its VIbration DAmping Technology (VIDAT) for applying tools with long overhangs in hard-to-reach areas, such as deep cavities. With an integrated damper, the extensions reduce the relatively quick vibrations. The extensions are available for tool diameters from 6mm to 20mm (0.236" to 0.787") and with total lengths from 210mm to 300mm (8.268" to 11.811").
Bilz Tool Co. Inc.
Booth: W-1062.

ANGLE HEADS. Parlec Inc. offers Light series Evolution line angle heads for small machine tools. The angle heads have an aluminum body. The tapered, conical positioning pins enables uncomplicated spindle installation, according to the company. They are available with CAT, BT, HSK and Capto inputs, with ER collet, Weldon and shell mill holder outputs.
Parlec Inc.
Booth: W-2300.

MILLING TOOLS. KOMET of America Inc.'s line of indexable milling tools is comprised of more than 280 articles, including 63 new imperial and 63 new metric bodies. The tools accept single- and double-sided inserts. The line includes tools for facemilling, profile milling and high-speed milling. A variety of diameters, configurations and insert grades and geometries are available.
KOMET of America Inc.
Booth: W-2400.

DIAMOND DRESSERS. A new generation of cDD diamond dressers from Meister Abrasives USA Inc. can be certified accurate to within 2µm ±0.001mm. The dressers are for truing and dressing grinding wheels, such as ones for grinding automotive and aerospace bearing races, gears, and fuel-injection armatures and needles.
Meister Abrasives USA Inc.
Booth: N-7351.

TOOL SELECTION PROGRAM. Wohlhaupter Corp.'s Tool Architect is a tool selection program that identifies and specifies boring tool configurations based on end user specifications. Users are able to "virtually" build a complete tool assembly and create 2D and 3D models for review. Several configurations can be saved for consideration purposes.
Wohlhaupter Corp.
Booth: W-1201.
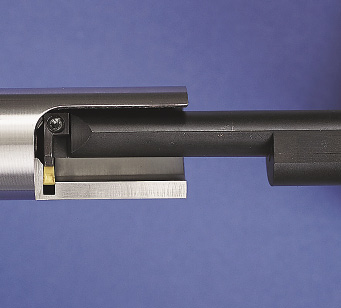
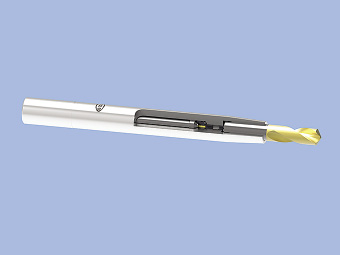
GROOVING TOOLS. Kaiser Tool Co. Inc. manufactures Thinbit DeepGroove support blade-style tools for internal grooving with a bore diameter of 1" (25.4mm). They accept 2mm (0.079"), 3mm (0.118") and 4mm (0.157") inserts. The tools are available in four neck styles: 3" (76.2mm) reach with 0.375" (9.5mm) cutting depth, 3" reach with 0.500" (12.7mm) cutting depth, 1½" (38.1mm) reach with 0.375" cutting depth and 1½" reach with 0.500" cutting depth. The elliptical cross-sectional area of the neck maximizes rigidity.
Kaiser Tool Co. Inc.
Booth: W-2172.
MILLING TOOL. U.S. Union Tool Inc.'s Ultra Diamond Coat (UDC) tool is for milling hard, brittle materials. A patented, multiple-layer diamond film on the tool enables direct milling of materials such as cemented carbide, aluminum nitride, aluminum oxide, zirconia, silicon carbide, silicon nitride and platinum.
U.S. Union Tool Inc.
Booth: W-2112.
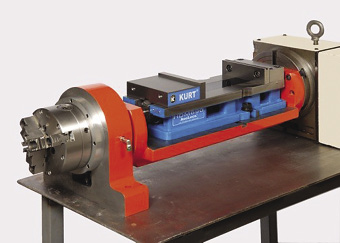
TRUNNIONS. Stallion Hybrid trunnions from TrunnionTable.com allow users to install faceplates and chucks without removing the trunnion table. This enables faster setups, increased productivity and higher quality parts, according to the company. The workholders accommodate a variety of vises, fixtures, 3- and 4-jaw chucks and collet chucks. Two models are available: the 9/20 (9"×20", or 228.6mm × 508mm) for 6" (152.4mm) vises and the 9/23 (9"×23", or 228.6mm × 584.2mm) for single- or double-station 6" vises.
TrunnionTable.com
Booth: W-2268.

TOOLING COLUMNS. Abbott Workholding Products has introduced premachined versions of its popular tooling column configurations with a universal mounting pattern for use on virtually any machine. The 400mm (15.75"), 500mm (19.68") and 630mm (24.80") fixtures include top plates where applicable. The Tenzaloy tooling columns are a third of the weight of equivalent cast iron versions.
Abbott Workholding Products
Booth: S-9347.

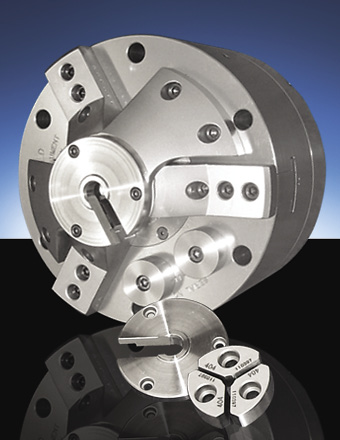
MANUAL CHUCK. Röhm Products of America's DURO-TA XT key bar chuck has extended and detachable guide ways that enhance the clamping range and allow quick conversion between small and large workpieces. Through the direct mount on the base body, the guide ways provide high rigidity, stability and protection against dirt and dust. The chuck is up to 75 percent lighter than competitive designs, according to the company.
Röhm Products of America
Booth: W-2528.
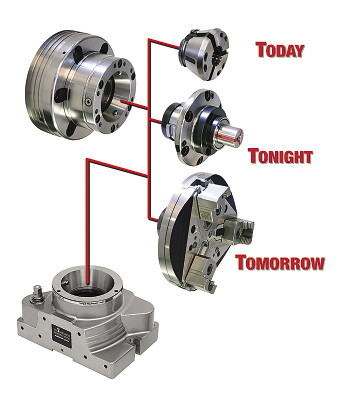
ROTARY TABLES. EXSYS Tool Inc. says rotary tables from pL Lehmann allow users to upgrade a vertical toolchanger. See automatic toolchanger." title="CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger." aria-label="Glossary: machining center">machining center's productivity without incurring the expense of a new machine. The tables are available in four basic models, which can be assembled into up to 240 configurations. Single- and multiple-spindle tables are available in 4- and 4/5-axis versions. Swiveling, bridge-style 4-axis tables use the roto-FIX clamping yoke for machining multiple parts.
EXSYS Tool Inc.
Booths: W-2061, N-7223.
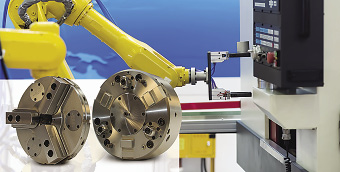
JAW PALLET SYSTEM. Kitagawa North-Tech Inc.'s automated jaw pallet system is for robot-tended CNC mill-turn cells used in flexible production environments. In conjunction with Kitagawa Promano grippers, the system automates the workholding and part holding changeover. This allows a cell to run many different parts in low volumes consecutively, congruently and unattended. Pallets are equipped with special jaws and dust covers to prevent contaminants from entering.
Kitagawa North-Tech Inc.
Booth: W-2412.

TOOL CHANGING SYSTEM. The Solidfix modular tool changing system from BENZ Inc. allows users to change tools quickly with adapters that hold a variety of tools instead of requiring a manual tool change or adding an automatic toolchanger. The system allows a user to preset tools, with tool changes in 15 seconds. Instead of traveling to an ATC rack, the system's spindle can be programmed to move to a home position where the operator can quickly change tools and resume machining.
BENZ Inc.
Booth: W-2445.
THREE-JAW CHUCK. The Model 620 from Northfield Precision Instrument Corp. is a 6"-dia. (152.4mm), 3-jaw chuck that has a hidden 1"-dia. (25.4mm) counterbore, with special subjaws, inserts and side-loading base stop and stop pad. Because of the customer's part geometry, it has to be side loaded between the jaws and rest on the small boss at the end of the slot. Changeable insert stop pads repeat to 0.0001" (2.54µm) TIR when removed and reinstalled.
Northfield Precision Instrument Corp.
Booth: W-2145.

DOVETAIL VISES. Kurt Manufacturing Co. expanded its DoveLock dovetail 5-axis vise line with the addition of a reverse model and smaller-footprint model. The vises provide up to 4,000 lbs. (1,814 kg) of clamping force without distorting the workpiece while providing access to five sides of the workpiece. The dovetail holding feature requires only 1⁄8" (3.175mm) of material height to hold a part. The vises are made from 4140 steel.
Kurt Manufacturing Co.
Booth: W-2423.

QUICK-CHANGE TOOLING. Alberti's SmartChange system from Koma Precision Inc. provides quick-change, live-tooling capability for multitask lathes. The units have a low profile to reduce the chance of interference with machine enclosures. To enhance concentricity and rigidity, there are three points of contacts between the driven toolholder spindle and the toolholder output surfaces. The system allows tools to be externally preset.
Koma Precision Inc.
Booth: S-9153.

MINIATURE TOOLS. Carmex Precision Tools LLC has added the Tiny Tool CBR to its line of tools for machining small components. The tool has an advanced chipbreaker for enhancing chip evacuation when boring and profiling, according to the company. The through-coolant tool is made of the TNX carbide grade and is suitable for machining stainless steel, nickel-base superalloys and other challenging workpiece materials. A triple coating stabilizes the cutting edge and improves chip flow.
Carmex Precision Tools LLC
Booth: W-1480.

MINIATURE ENDMILLS. RobbJack Corp.'s miniature endmills have cutting diameters that start at 0.005" (0.127mm) and hand-select diameters are to the nearest 0.0002" (0.0051mm). Each tool comes with a variety of options, including stub or standard lengths, two or four flutes and square or ball ends. Tools can be coated in-house.
RobbJack Corp.
Booth: W-2206.

TOOL ADAPTERS. Heimatec Inc.'s U-tec flexible tool adapter system is available on all of its right-angle heads. The system allows a standard ER-output live tool to accept various adapters for different applications. This enables users to quickly change tools on almost any lathe or mill, using a single live tool without having to commit to a quick-change system on the initial purchase. This significantly reduces inventory costs and changeover time.
Heimatec Inc.
Booth: W-2413.

HAND TOOL. The LRC 20 hand tool from Suhner Industrial Products LLC can grind, mill and polish difficult-to-access part features, such as the leading edges and corners of impellers and the IDs of narrow pipes. The pneumatic drive provides 20,000 rpm for user handwork. A centrifugal governor regulates the speed to an extent that it saves an average of 20 percent of the compressed air needed for conventional air tools, according to the company. The sound pressure level is 69.5 dB even under full load.
Suhner Industrial Products LLC
Booth: W-1474.

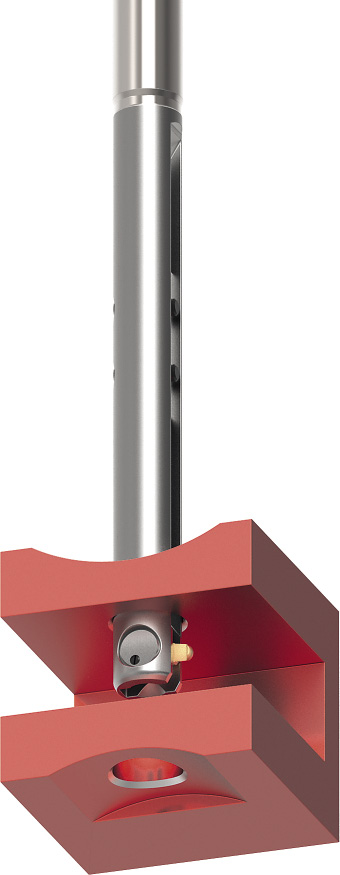
MODIFIED FACE DRIVER. Riten Industries Inc. offers a modified face driver to hold workpieces 2" (50.8mm) in diameter or smaller. In lieu of individual drive pins, the unit has a multiple-tooth drive disc that securely penetrates the face of a part. The disc is available in a choice of diameters, similar to the driving diameters on standard face drivers. The tooth configuration allows the disc to be bidirectional for clockwise and counterclockwise rotation. This compensates for the backlash common to gear hobs.
Riten Industries Inc.
Booth: W-1336.

CARBIDE HOBS. Helios Gear Products' Ra-Cut fine-pitch, carbide hobs from Koepfer America LLC reportedly have up to double the number of cutting faces compared to similar designs. According to the company, the hobs achieve higher quality finish-cut gears and greater productivity using rehobbing or skiving processes compared to traditional hard-hobbing tools.
Koepfer America LLC
Booth: N-6918.

JAW NUTS. Dillon Manufacturing Inc. makes jaw nuts and keys from heat-treated 4140 steel to enhance wear and impact resistance, extend jaw nut life and provide high tensile strength. Operator safety and chuck life are significantly improved by eliminating the use of low-carbon jaw nuts and T-nuts in the machining process, according to the company. The company offers jaw nuts, T-nuts and keys to fit power chucks from 6" (152.4mm) to 24" (609.6mm) in diameter.
Dillon Manufacturing Inc.
Booth: W-2168.
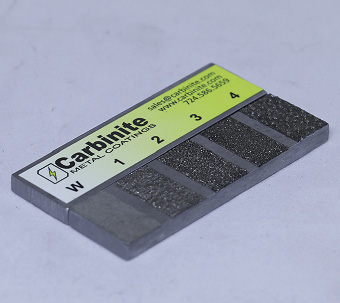
METAL COATINGS. Carbinite Metal Coatings says its metallurgically bonded coatings provide a durable, textured surface to improve clamping on toolholders, collets, lathe jaws, fixtures and bending and forming dies. According to the company, the coatings will not chip, flake or peel. A coating has a hardness harder than 68 HRC when applied to tool steels, and can be applied to almost any metallic substrate.
Carbinite Metal Coatings
Booth: W-1396.

MICROCOLLET OPTION. IBAG North America's "Micro Line" spindles are available with an optional microcollet, which provides a 1µm TIR at the collet nose and handles tools up to 1⁄8" (3.175mm) in diameter. Equipped for use with the company's 22mm (0.866"), 25mm (0.984") and 33mm (1.299") high-speed spindles, including back-working and right-angle models, users can achieve high accuracies when micromilling and microdrilling, according to the company.
IBAG North America
Booth: NC-550.

SOLID-CARBIDE TOOLS. Monaghan Tooling Group offers MK Tools' solid-carbide round tools with the "Speed-Drill R4" geometry for cutting gray cast iron, ductile iron and forged steel. With a corner radius that is tangential to the drill point but not tangential to the diameter, the tools are suitable for challenging, high-production applications. Standard drills and endmills are available for all material groups. Specials can be ordered.
Monaghan Tooling Group
Booth: W-1292.
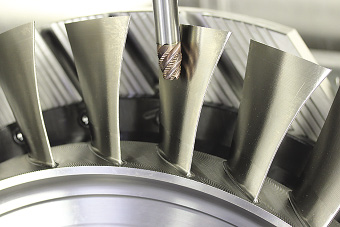
BLISK MACHINING. Delcam announces developments for machining blisks using its PowerMILL CAM software that were produced in partnership with toolmaker Technicut Ltd. In one example for a titanium blisk with 31 blades, cycle time was reportedly reduced to 35 hours, less than half of the time needed using conventional methods. In addition to the software's specific toolpaths for machining blisks, applying Technicut barrel cutters for semifinishing and finishing are key to the new method.
Delcam
Booth: E-3222.
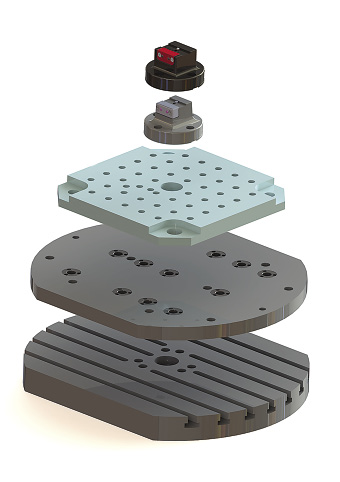
FIXTURE PLATE. Jergens Inc.'s QLS (Quick Locating System) fixture plate is for use with the company's Ball-Lock quick-change system. Ball-Lock subplates mount directly to the machine table and provide the connection to the QLS, which, in turn, connects to virtually any combination of the company's Fixture-Pro risers, adapters and top tooling. The concept reportedly offers users a system that could be changed—even between machines—in seconds.
Jergens Inc.
Booth: W-2154.

BROACH TOOLS. Somma Tool Co. Inc. has introduced its Forte line of broaches. They are made with a tough, standard stock material that replaces M-2. According to the company, the broaches have a high resistance to wear and don't chip, extending tool life, and enable a high DOC. Broach holders from other toolmakers can also accept Forte broaches. ASNI hex and square broaches are available as standard tools, and specials can be ordered.
Somma Tool Co. Inc.
Booth: W-2027.
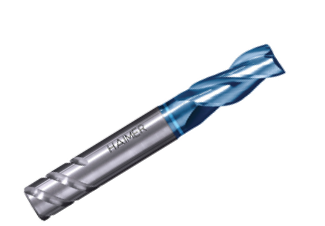
CARBIDE ENDMILLS. Power Mill endmills from Haimer USA are made from K20- to K40-grade fine-grain carbide. Unequal flute and helix designs reportedly provide chatter-free machining. Runout accuracy is better than 0.0002" (5.08µm). The ground and balanced cutting tools are available in inch and metric sizes. The endmills have integrated Safe-Lock shanks for optional use with the company's Safe-Lock toolholding technology.
Haimer USA
Booth: W-1452.

MILLING SYSTEM. Walter USA LLC's M4000 program uses an insert system that has a single, basic shape compatible with every M4000 tool body. The inserts can be placed in all bodies within the M4000 range to reduce tool and storage costs. Standard cutter styles include high-end feed, chamfer, T-slot and helical mill.
Walter USA LLC
Booth: W-1700.
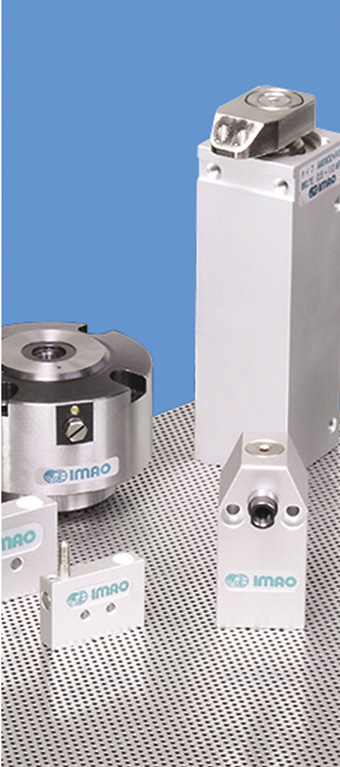
ONE-TOUCH FASTENERS. Fixtureworks says Imao one-touch fasteners are an alternative to cumbersome nut-and-bolt assemblies for quick, easy and secure changeover and installation without the need for any tools. The pin-and-receptacle fasteners are used to attach fixtures, plates and machine covers. They join components with moderate clamping force.
Fixtureworks
Booth: W-2377.

INSERTS. BIDEMICS inserts from NTK Cutting Tools are for machining heat-resistant superalloys. End users can achieve cutting speeds up to 1,600 sfm (487.68 m/min.) with the inserts, according to the company. Both JX1 and JP2 versions have a honed-chamfering, to make it stronger and less susceptible to chipping. A chamfer is a bevel on the tool’s cutting edge; the angle i…" title="Conditioning of the cutting edge, such as a honing or chamfering, to make it stronger and less susceptible to chipping. A chamfer is a bevel on the tool’s cutting edge; the angle i…" aria-label="Glossary: edge preparation">edge preparation.
NTK Cutting Tools
Booth: W-1664.

TOOL PACKAGES. Genevieve Swiss Industries Inc. offers Lous Belet SA "Expert" series carbide tool packages for machining aluminum, brass, titanium, stainless steel and composites. The packages incorporate optimized geometries and coatings for drills, endmills, slotting saws, thread mills and engraving and spotting tools. According to the company, the tools enhance productivity, provide high material-removal rates and impart fine surface finishes.
Genevieve Swiss Industries Inc.
Booth: W-2356.
PVD COATING. Oerlikon Balzers developed the Balinit Altensa AlCrN-based coating for automotive and mechanical engineering applications. According to the company, the coating offers wear resistance, thermal shock stability and hot hardness when hobbing. In tests, a 140 percent tool life extension was achieved for 130mm-dia. (5.12") HSS shaper cutters.
Oerlikon Balzers
Booth: W-2380.

EDGE ADJUSTER. Rigibore Inc. says its Smartbore tooling allows operators of all skill levels to make cutting edge adjustments down to 1µm on diameter. The tooling's zero-backlash design needs no clamping or unclamping when making diameter adjustments, which means no deflection. This removes the risk of movement by clamping after adjustment. Changes are made with the hand-held adjuster without removing the cutting tool from the machine carousel.
Rigibore Inc.
Booth: W-1280.

EDGE CLAMPS. The low-profile version of Carr Lane Manufacturing Co.'s Tiny Vise edge clamp is for thin workpieces and whenever down-thrust action is not required. The edge clamp grips the side of a workpiece to keep the top unobstructed for machining. The clamp design has a slotted countersink to provide reliable clamping force with the turn of a hex wrench. Each clamp has a serrated face to maximize gripping and a smooth face to avoid marring finished parts.
Carr Lane Manufacturing Co.
Booth: W-1663.

TAPPING ATTACHMENTS. Tapmatic Corp. says its ASR, axial and RSR right-angle, self-reversing tapping attachments enable end users to increase productivity on CNC lathes with live tooling. For example, tapping M8×1.25 holes with the ASR50 attachment programmed at 2,500 rpm is 32 percent faster than tapping the same holes on the same machine with rigid tapping programmed at 4,000 rpm.
Tapmatic Corp.
Booth: W-2552.

INDEXABLE INSERTS. Sumitomo Electric Carbide Inc.'s AC8025P-grade inserts are for turning steel, including continuous and interrupted cutting. The inserts feature the company's Absotech Platinum CVD coating. Improvements to the coating adhesion strength control residual stress and provide more than twice the chipping resistance compared to conventional coatings, according to the company. A smooth surface treatment improves adhesion resistance along the ridgeline of the cutting edge.
Sumitomo Electric Carbide Inc.
Booth: W-2422.

ANGLE HEADS. OMG North America says its TA.CP series angle heads are easy to install and lightweight, making them suitable for use on small machining centers. Suitable for drilling, tapping and light milling, the angle heads are available in four different sizes for ER11, ER16, ER20 and ER25 collets. Extended-length models are available.
OMG North America
Booth: W-2552.

MILLING CUTTERS. Mapal Inc. is expanding its range of milling cutters with ISO indexable inserts by adding ones with high-precision insert seats. According to the company, the indexable inserts feature suitably matched cutting edge geometries and high-performance coatings.
Mapal Inc.
Booth: W-1410.

BAR PULLERS. Accudyne Products offers low-profile mounting as an option for its line of self-adjusting EZ-Puller and BigEz bar pullers. It was developed for use on CNC lathes that have minimal clearance between the outside of the lathe turret and the sheet metal way covers. Both bar pullers automatically advance hex, square and round bar stock in CNC lathes.
Accudyne Products
Booth: N-6487.

THREADING TOOLS. YMW Taps USA/Yamawa offers the Z-PRO line of high-performance taps in standard sizes from 0 to 1½ and in metric sizes from M2 to M48. The tools are for threading carbon steel, alloyed steel, iron, brass and free-machining materials such as stainless steel. The DIN-length taps with ANSI diameters are available with a variety of coatings.
YMW Taps USA/Yamawa
Booth: W-2562.

INDEXABLE INSERTS. YB9320-grade inserts from ZCC USA Inc. are suitable for turning and milling a variety of materials. They are widely applied in the automotive, aerospace, die making, shipbuilding, information technology, rail transportation, engineering machinery and general machinery industries. According to the company, the inserts are ideal for semifinishing and finishing small parts, such as valves, pipe joints and decorative parts.
ZCC USA Inc.
Booth: W-1938

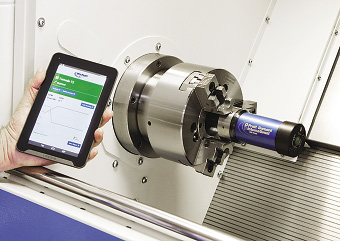
BORING HEAD. BIG KAISER Precision Tooling Inc.'s EWD EVO is a digital boring head that can be synched with the company's smartphone and tablet app. The app was developed to enhance user friendliness while assembling and running the company's boring tools. Not only can users read the cutting diameter change, but the app also helps operators determine optimal cutting parameters from their tool assemblies.
BIG KAISER Precision Tooling Inc.
Booth: W-1600.

CARBIDE TAP. LMT USA Inc. offers the LMT Fette Xchange carbide tap for threading cast iron and ductile iron. According to the company, the modular two-piece system decreases cycle time and increases productivity.
LMT USA Inc.
Booth: W-1732.
TAP HOLDERS. NT USA Corp. says its SFH-ER SyncroFit tap holders have a cutting force compensation system that acts like a shock absorber against high axial pressure and tensile forces. The holders significantly reduce flank wear to extend tap life and enhance process reliability. The holders use standard ER collets with squares and are compatible with ANSI, JIS, DIN and ISO taps.
NT USA Corp.
Booth: W-2146.
JAW SYSTEM. Schunk Inc. says the Pronto quick-change jaw system has the potential to shave minutes off of setup times. The system is suitable for OD clamping of machined and finished parts and consists of support jaws and clamping inserts that have a clamping range up to 16mm (0.63") without having to reset the supporting jaw. Three supporting jaw variations are available for small, medium or large clamping ranges.
Schunk Inc.
Booth: W-2000.
THREAD MILLS. Johs. Boss (JBO) offers drill thread mills, combination tools for multiple operations in a single pass, eMultiCheck electronic thread-depth gages and MCD digital thread-depth gages, GFT and GFT-H miniature thread mills with three rows of teeth for difficult-to-thread materials such as hardened steel, and PCD thread mills, endmills and special multiple-diameter tools. They are sold and serviced by J.M. Sales – USA.
Johs. Boss (JBO)
Booth: W-136.
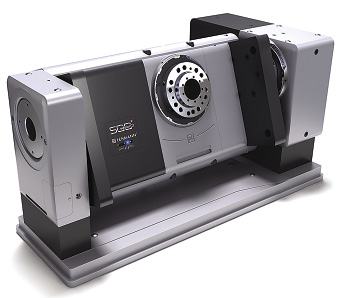
JAW FORCE ANALYZER. The Gripsafe Gripmeter from Pratt Burnerd America measures jaw force in a static or dynamic condition and allows downloading data as CSV files. The signal is transmitted from the load cell in a lathe chuck to any Wi-Fi-compatible device.
Pratt Burnerd America
Booth: W-1264.

GROOVING INSERTS. Kennametal Inc.'s Beyond Evolution is a single-sided grooving and cutoff system with multidirectional turning capability, chip control and "Triple V" secure-seating geometry. Specially designed coolant-delivery channels direct cutting fluid underneath the chip and into the work area.
Kennametal Inc.
Booth: W-1522.

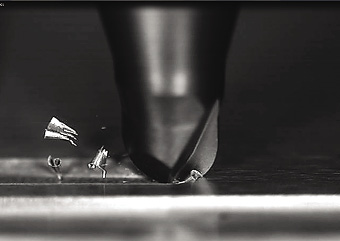
DRILL. Kyocera Precision Tools Inc. says its DRA Magic drill reduces the cutting force for improved hole accuracy. With its optimal web thickness, the drill limits deflection and finely breaks chips for smooth deep-hole drilling. The drill is available for producing holes 3, 5 and 8 diameters deep. Tool diameters are from 0.313" to 1.004" (7.95mm to 25.50mm).
Kyocera Precision Tools Inc.
Booth: W-1556.

ROTARY BROACHES. Slater Tools Inc. customizes rotary broaching tools for use on any CNC lathe, mill or other turning machining to create ID or OD forms in blind- or through-holes. Forms include hexagons, splines, serrations and six lobes. Rotary broaching on lathes and mills eliminates secondary operations without sacrificing accuracy, according to the company.
Slater Tools Inc.
Booth: W-2139.

SELF-LOCKING TAPS. Union Butterfield-brand self-locking taps are available from Dormer Pramet. A 30° wedge lock on the female thread creates a continuous spiral contact along the entire thread length for improved holding power compared to standard thread forms, according to the company. The company can produce the self-locking thread form on straight-flute, spiral-flute with spiral-point, roll-form and high-performance taps.
Dormer Pramet
Booth: W-2464.
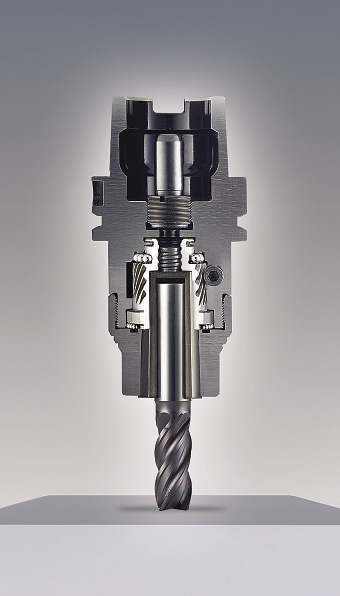
MILL-DRILL CHUCKS. In partnership with Albrecht Precision Chucks, Emuge Corp. developed FPC mill-drill chucks to enhance rigidity, dampen vibration and improve cutting speed and tool life compared to conventional chucks. The chucks have a 1:16 worm gear and deliver 3 tons of traction force. At 3 diameters tool length, concentricity is 3µm or less. The chuck is mechanical drive-actuated with a hex wrench; a simple design that enables a tool change in seconds.
Emuge Corp.
Booth: W-1536.

grinding wheel. This method allo…" title="Grinding operation in which the workpiece rests on a knife-edge support, rotates through contact with a regulating or feed wheel and is ground by a grinding wheel. This method allo…" aria-label="Glossary: centerless grinding">CENTERLESS GRINDING WHEELS. Saint-Gobain Abrasives says the Norton Century45 centerless bond platform has an exclusive chemistry that improves grain retention. The wheels are available with ceramic, aluminum-oxide, silicon-carbide grain and abrasive blends. Compared to standard wheels, the Norton Century45 centerless grinding wheels reduce cycle times up to 50 percent, improve stock removal more than 30 percent and increase wheel life from 30 to 100 percent.
Saint-Gobain Abrasives
Booth: N-7051.

CARBIDE DRILL. M.A. Ford Manufacturing Co. Inc. expanded its Cyclone high-performance drill line with the CDA drill for cutting aluminum and nonferrous materials. The 2-flute drill has an enhanced double margin and low thrust-point geometry for increased penetration rates, while a deep flute improves chip evacuation. The back-margin location enables quick engagement and improved location when drilling cross-holes.
M.A. Ford Manufacturing Co. Inc.
Booth: W-2374.
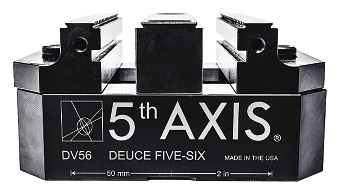
COMPACT VISE. The DV56 from 5th Axis Inc. incorporates a single- and double-station vise on a common platform. It features heat-treated reversible jaws and maximizes rigidity and clamping force in a compact design, according to the company. The vise is available in two clamping range sizes: 5.5" (139.7mm) and 9.5" (241.3mm).
5th Axis Inc.
Booth: W-1158.

CUTTING TOOLS. Mastercut Tool Corp. offers rotary cutting tools for machining composites, exotic metals, acrylic, zirconium, graphite and wood. The tools include the V4 and V5 variable-helix endmills, "O" flute extreme reamers and miniature mills from 0.005" to 0.120" (0.127mm to 3.048mm) in diameter.
Mastercut Tool Corp.
Booth: W-1245.

CARBIDE ENDMILLS. LMT Onsrud LP says its MaxQ solid-carbide endmills have a cutting geometry that maximizes material removal and tool life while minimizing edge wear. The tools are suitable for cutting various materials, including titanium, stainless steel, steel and cast iron.
LMT Onsrud LP
Booth: W-1732.

GRINDING WHEEL. Noritake Co. Inc.'s Mega-Life grinding wheel features uniform grain protrusion and dispersion. This leads to improved dressing intervals, fine surface finishes, burn and crack elimination and lower wheel costs. The wheel is ideal for cam-lobe, centerless, contour and cylindrical grinding, according to the company.
Noritake Co. Inc.
Booth: N-7422.

WORKHOLDER. Lenzkes Clamping Tools Inc. says its Chain Clamp provides a fast, easy and safe way to hold round or cylindrical workpieces, such as valve bodies, flanges, pump housings and pistons. It is suitable for repetitive work because the chain does not have to be dismounted and chain links do not have to be removed when clamping parts with different sizes.
Lenzkes Clamping Tools Inc.
Booth: W-1486.

HIGH-PENETRATION DRILL. Allied Machine & Engineering says its GEN3SYS XT Pro drill combines specific geometries and coatings to effectively machine various materials, including steel, stainless steel, cast iron and nonferrous materials. The tool represents the next level of the company's GEN3SYS high-penetration drilling product line.
Allied Machine & Engineering
Booth: W-2034.

EXCHANGEABLE-HEAD ENDMILL. OSG USA Inc. says its Phoenix PXM exchangeable-head endmill enables end users to achieve high accuracy with less than 0.0006" (0.015mm) radial runout and ±0.0012" (±0.030mm) axial repeatability. The tool's cutting geometries and coating make it suitable for machining a variety of materials, including steel, stainless steel, hardened steel and heat-resistant alloys. The two-face contact (end face and taper) provides rigid clamping.
OSG USA Inc.
Booth: W-1779.

POWDER-METAL TOOLS. ONLY ONE endmills from YG-1 Tool Co. are made from HSS-PM60, a specially formulated powdered metal. According to the company, the material offers better toughness than HSS and Co8 (cobalt) with a wear resistance similar to carbide. Tools made of the material perform well in unstable and less-than-perfect setups.
YG-1 Tool Co.
Booth: W-2436.

CVD-COATED ENDMILLS. Asahi Diamond America Inc.'s CVD-coated endmills are for machining composite materials. According to the company, the tools do not cause delamination, and the coating technology uses a unique vapor-phase synthesis that enables a strong adhesion to the substrate and resists abrasion.
Asahi Diamond America Inc.
Booth: N-7472.

MILLING CUTTERS. Sandvik Coromant Co. offers CoroMill 415 high-feed milling cutters from 13mm to 32mm (0.512" to 1.26") in diameter. The tools feature the iLock insert seat interface technology for enhanced security. Although the cutters accept small inserts, each insert has four cutting edges to help reduce the cost per component. They are available with the Coromant EH (exchangeable head) interface.
Sandvik Coromant Co.
Booths: W-1500, NC-509.

CARBIDE BLANKS. Tungsten-carbide blanks for a range of metalworking applications are available from TechMet Carbides. The company provides precision-ground rod blanks, rods with coolant holes, standard tool blanks, bur blanks and saw tips to carbide fabricators and OEMs.
TechMet Carbides
Booth: W-100.

VITRIFIED CBN WHEELS. Molemab Abrasives USA makes vitrified CBN grinding wheels with carbon fiber bodies. Their low weight facilitates wheel mounting and extends machine life. The wheels' ability to run at high speeds coupled with the bodies' vibration-absorbing capability improves component quality, according to the company.
Molemab Abrasives USA
Booth: N-6658.
DEBURRING TOOL. The COFA C series elliptical deburring tool from Heule Tool Corp. has exchangeable blade options. In COFA C6 to C20, the swivel movement is guided by a blade holder, so the cutting edge follows the uneven bore edge. The more the tool enters into the bore, the more the blade swings into the tool body. The result is a radially shaped, consistently deburred bore edge.
Heule Tool Corp.
Booth: W-1352.

CARBIDE BLANKS. AFC America Ltd. extended its range of high-end tungsten-carbide blanks with twisted coolant holes. In addition to the standard 30° and 40° helix blanks, custom blanks are available for any helix angle from 8°, such as for making drills to machine aluminum, to 65°, such as for making step tools and countersinks, and with custom coolant-hole patterns.
AFC America Ltd.
Booth: W-2035.

BLENDING TOOLS. Specialty Flex-Hones from Brush Research Manufacturing Co. Inc. blend and radius sharp edges and remove microburrs on chamfered through-holes, eliminating stress risers caused by chamfering. They are flexible enough to pass through thin web sections and polish the chamfer on the backside as well. The tools eliminate manual finishing and produce consistent finishes from hole to hole.
Brush Research Manufacturing Co. Inc.
Booth: N-7163.

DRILLS, MILLS. Mikron Corp. Monroe offers mills and drills from 0.012" to 0.236" (0.3mm to 6mm) in diameter for machining difficult-to-cut materials, such as stainless steel, superalloys and chrome-cobalt alloys. In developing the tools, the company says it focused on providing effective cooling to avoid overheating a tool, because of the poor heat-transfer ability for those types of materials, and effective chip evacuation, because they tend to create long chips. The tools have through-coolant capability, and the geometry is designed according to the chip characteristics of stainless materials.
Mikron Corp. Monroe
Booths: S-8481, W-2485.

PVD COATING MACHINE. Platit Inc. offers the Pi111 Plus PVD coating machine, which is based on the company's LARC (LAternal Rotating Cathodes) technology. It coats tool steel at temperatures higher than 230° C (446° F), HSS from 350° to 500° C (662° to 932° F) and tungsten carbide from 350° to 550° C (662° to 1,022° F). It is suitable for depositing hard coatings on tools, including monolayers, multilayers, nanogradients, nanolayers, nanocomposites and combinations of them.
Platit Inc.
Booth: W-1680.
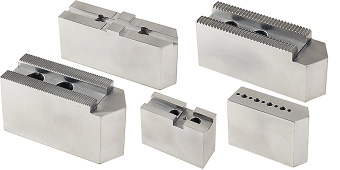
SOFT CHUCK JAWS. U S Shop Tools expanded its line of soft chuck jaws to include additional heights, lengths and hole-to-front dimensions. The jaws can be bored or turned to fit workpiece shapes. They are available in 1018 or 1050 steel, 6061-T6 aluminum bar stock and 7075 aluminum for most manual and CNC lathe chucks. Technical assistance to help select the proper jaws for a chuck and application is available.
U S Shop Tools
Booth: W-2100.

BURS. The sgspro Inox and steel burs from ATA Tools Inc. are for cutting stainless steel and cast steel. According to the company, the tools provide 35 percent more stock removal compared to conventional burs because of their specially developed cutting geometries.
ATA Tools Inc.
Booth: W-2275.

SIX-FLUTE ENDMILLS. Dura-Mill Inc. says its 6-flute WhisperKut Gen2 series endmills features a material-specific carbide substrate, an enhanced tool geometry, micro-edge surface treatment and a coating aimed at improving performance when milling titanium alloys. The tools are available from 3⁄8" to 1" (9.525mm to 25.4mm) in diameter in square, corner-radii and ball-end styles.
Dura-Mill Inc.
Booth: W-1696.
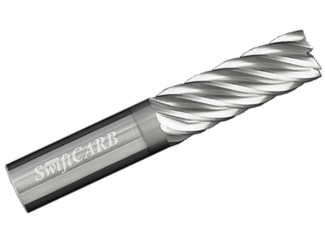
CARBIDE ENDMILLS. SwiftCARB says its 7-flute RampMill XT7 series endmills are designed specifically for controlled-engagement toolpaths, are up to 40 percent faster than 5-flute endmills, and the end geometry allows for ramp angles up to nine times greater than standard endmills. The tools are available with a through-coolant center hole, which clears chips from pockets. This provides a long and consistent tool life.
SwiftCARB
Booth: W-1194.



