Power parts: Heat-resistant superalloys
Power parts: Heat-resistant superalloys
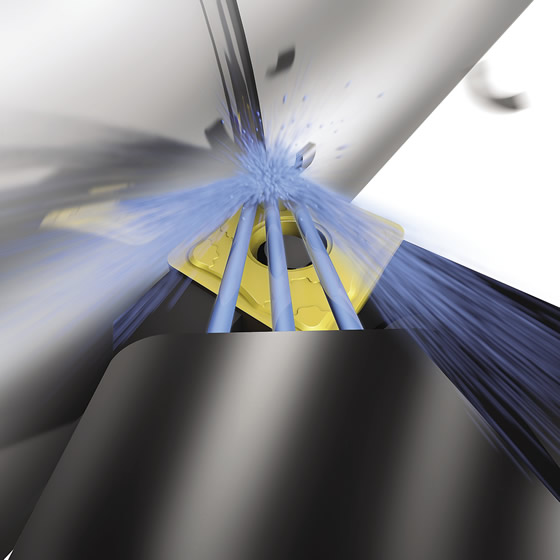
Effectively directing high-pressure coolant to the cutting zone enhances machinability and extends tool life when cutting heat-resistant superalloys, such as when making parts for the energy industry.
Extracting oil and natural gas from hot, corrosive and otherwise demanding environments, such as when hydraulic fracturing or deep-sea drilling, is helping to make the U.S. energy-independent, but stresses the metal components used to get the job done. Fracking gear goes 7 miles or more into the ground, where it is subjected to pressures up to 25,000 psi (1,724 bar) and temperatures as high as 500° F (260° C). In addition, deep wells contain "sour" crude, which is highly corrosive because of its sulfur content. Even parts for above-ground applications in the energy industry experience enough stresses to make conventional metals wilt.
Therefore, designers of turbine blades, rotors, valve bodies and manifolds, pump parts, vanes and a host of other energy parts turn to exotics—primarily heat-resistant superalloys (HRSAs). "They use superalloys that can tolerate heat, corrosion, abrasive wear—just about anything," said John Forrest, vice president and national sales manager for toolmaker Tool Alliance, Fort Myers, Fla. "Some precision components, such as for a generator or turbine system, are used in a stable environment, while others are subject to extreme conditions, such as of being part of a deep-well drilling system."
Courtesy of Sandvik Coromant
Effectively directing high-pressure coolant to the cutting zone enhances machinability and extends tool life when cutting HRSAs, such as when making energy industry parts.
Three groups of HRSA materials exist: nickel-, cobalt- and iron-based alloys. According to a white paper from Sandvik Coromant Co., Fair Lawn, N.J., nickel-based ones are the most widely used, with common types including Inconel 718, Waspaloy and Hastelloy X. Cobalt-based superalloys, such as Haynes 25 and Stellite 31, display exceptional creep and corrosion resistance at high temperatures, similar to the nickel alloys, but are more expensive and more difficult to machine. Developed from austenitic stainless steels, iron-based superalloys, such as Inconel 909, can provide low thermal-expansion coefficients, but have the poorest hot-strength properties of the three.
Lance Hughes, industry specialist – oil and gas for Mitsubishi Materials USA Corp., Fountain Valley, Calif., added that HRSAs, such as Inconel 718 and 625, Duplex and Super Duplex, also provide antimagnetic, abrasion-resistance and high yield-strength properties and are suitable anywhere a seal surface needs to be protected against corrosion. "These parts are used in extreme environments," he said, "and HRSAs help these products maintain their integrity."
Machinability Matters
The structural characteristics that make HRSAs desirable for extreme applications also make them significantly more difficult to machine than run-of-the-mill metals. Nickel, for example, effectively resists high temperatures, but can also be quite gummy, reducing its machinability and increasing the prevalence of built-up edge, noted Jim Wyant, application engineer/project development for Greenleaf Corp., Saegertown, Pa. While most of the HRSA applications he sees—in the energy industry and others—are for nickel-based metals, there are many for cobalt ones, with iron alloys a distant third.
In addition, the high yield strength nickel provides causes significant heat development during machining, Hughes noted. This ultimately compounds the machining challenge.

Courtesy of Mitsubishi Materials
Mitsubishi Materials recommends its iMX exchangeable-head endmills when machining HRSAs, such as Inconel 718. Both the head and holder are made of cemented carbide.
While some are more common than others, a slew of metals are under the HRSA umbrella and contain varying percentages of up to 10 or more alloying elements, such as chromium, molybdenum, tungsten and titanium, within the same alloy group. This means machining parameters and behavior significantly vary within each group. "Every material brings its own set of obstacles to the manufacturing process," Wyant said. "The speeds, feeds and DOCs for each material can be quite different."
Even the same HRSA behaves differently when machined, primarily depending on whether or not it was heat or solution treated and the way in which it was produced, which includes forging, casting and as bar stock.
"Cast materials can add another machining variable that must be taken into consideration during the machining process," Wyant said, noting many HRSAs are cast.
In addition to having a finer grain that enhances strength compared to castings, forgings have stress in them because the forging process "hammers" a material's internal structure, said Scott Walker, president of machine tool builder Mitsui Seiki (U.S.A.) Inc., Franklin Lakes, N.J. "When you machine forged materials, they have a tendency to move around on you."
Castings typically have a hard, visibly mottled surface, which reduces machinability and can cause notch wear on cutting tools. Bar stock is the easiest form of the three to machine, as notching is not as big a problem.
Thin is In
When notching is an issue, employing chip thinning techniques can help reduce DOC notching when roughing, Wyant said. Chip thinning is essentially using a tool's lead angle to spread the chip over a larger section of the insert, effectively reducing tool pressures. While this helps reduce DOC notching, in many cases it allows for increased metal-removal rates because an increase in the feed is required to maintain the proper chip thickness.
Wyant added, however, that part manufacturers can increase the feed rate quite a bit when machining a material like steel, but that's not necessarily the case with an HRSA. "With a high-temperature alloy, you can take advantage of the added benefit of increased feed rates but only to a certain point because the material will start pushing back due to its ability to withstand extreme conditions," he said.

Courtesy of Greenleaf
Greenleaf says its WG-600 coated whisker-reinforced ceramics enable faster cutting and better resist wear and heat than carbide tools when machining HRSAs.
In addition to notching, HRSA materials tend to workharden. This requires machining them, particularly forgings, at relatively slow cutting speeds. "Speed is probably the thing we have to watch most in machining these exotic materials," said Tool Alliance's Forrest, noting the cutting speed for HRSAs ranges from about 75 to 150 sfm. "Speed creates heat, and heat damages tools and can workharden the material."
He added that when a workpiece surface workhardens on a part that requires multiple passes, each subsequent pass in an already difficult-to-cut material will be even more challenging. "These multiple passes wreak havoc on your tool life."
To lessen heat generation, prevent workhardening and effectively machine these materials when making parts for energy applications and others, Mitsubishi Materials' Hughes recommends reducing the machining parameters four to six times compared to those for cutting alloy steels, such as 4130 and 4140. Although the reductions are not as drastic when finishing HRSAs, a 75 to 80 percent reduction in the sfm when rough turning and a 30 percent feed rate reduction when general roughing is common.
According to Forrest, peel milling is a technique that can be effective when tackling HRSAs, depending on the application. Instead of fully engaging the milling tool, such as an endmill, and taking a conventional roughing cut, the tool takes lighter cuts at higher speeds and feeds. "The radial engagement is fairly light but the feed rate is high," he said. "Multiflute tools can be effectively used to maintain high-ipm feed rates."
Tool Development
A high flute count helps when milling HRSAs, noted Steve Shofler, president of Superior Tool Service Inc., Wichita, Kan. In one application trimming Inconel stampings, for example, the toolmaker produced a 3⁄8 "-dia. carbide endmill with 10 flutes. The high number of flutes enables more teeth on the cutter to share the workload while taking small bites out of the workpiece.
"You almost have to file it away," he said. "Basically, it takes a lot of patience because you have to cut it real slow."
Shofler added that heat- and wear-resistant coatings, such as AlTiN and AlCrN, prove beneficial when cutting HRSAs.
The tool coatings might have special additives, such as silica, to allow a substrate to more effectively tolerate the demanding machining environment, Forrest pointed out. But regardless of a coating's composition, all are moving in the direction of high wear resistance and durability, enhanced lubricity and good thermal stability.
Rather than recommending a specific coating for cutting HRSAs, Hughes emphasized the importance of a thin coating deposition, such as PVD, to maintain a sharp edge for shearing rather than rubbing the metal and minimizing heat generation. Positive cutting geometries are also effective.
"The high yield strength of these alloys creates an inordinate amount of heat during machining," Hughes said, "and the sharper the edge, the lower the cutting forces required and, subsequently, the lower the friction and heat."
An appropriate substrate is also critical when cutting "nastalloys" for energy applications. When applying carbide cutters, Greenleaf's Wyant recommends one with a micrograin structure to provide the required hardness and wear resistance in such an abusive environment. Coated carbides further boost productivity by enhancing the overall substrate characteristics, allowing for increased cutting parameters and extending tool life. "Coatings supply the insert with further wear resistance and lubricity, allowing the chip to flow across the insert a little smoother," he said.
Courtesy of Bilz Tool
Part manufacturers frequently employ shrink-fit toolholders when machining HRSAs because they provide high clamping force, high accuracy for the centerline position of a tool and minimize total indicator runout.
A more effective substrate choice, according to Wyant, is a whisker-reinforced ceramic, especially for continuous cutting because the tool material can withstand high temperatures for an extended period of time. For interrupted cuts, applying the proper edge preparation with the proper whisker ceramic grade will be most effective. Another option is a Sialon ceramic, he said. "Sialon ceramics are also designed to handle higher temperatures but only for shorter periods of time and at lower speeds than a whisker ceramic."
Hughes agreed that ceramics are effective for roughing HRSAs. However, for applications where an HRSA, for example, is inlayed into or welded to an alloy steel body, it's best to avoid applying a ceramic tool to simultaneously cut the two metals and go with carbide instead, he added. This is because the ceramic tool experiences a significant impact when it contacts the base metal in an inlay or welding application, resulting in premature tool wear.
Insert shape also plays a role when selecting the appropriate tools for tackling HRSAs. Being the strongest geometry, Wyant usually recommends round inserts for roughing. The shape also provides versatility. "With a round insert you can adjust the depth of cut for chip thinning benefits instead of having to change the entire tool," he said.
Hold on Tight
Toolholders are another part of the energy part tooling package. Joe Thompson, regional sales manager for Bilz Tool Co. Inc., Lombard, Ill., noted its customers frequently use the company's ThermoGrip shrink-fit toolholders when machining HRSAs. That's because a shrink-fit holder provides high clamping force and high accuracy for the centerline position of a tool, and minimizes total indicator runout. "Tool position is virtually dead center from the centerline of the spindle, so there's no deviation there," he said, adding that the minimal TIR of 3µm at 6 times diameter maximizes the cutting edge for each flute rather than allowing one or more flutes to do more work than the rest. "That way there is even usage of each flute."
Although rare, a tool can pull out from a shrink-fit holder during certain cutting conditions, possibly during a high- frequency cutting application where there's a lot of vibration. "There's always that potential, but it mostly comes down to the quality of the toolholder and the cutting tool shank," Thompson said.
He pointed out that if the potential for tool pullout exists, Bilz offers its THD shrink-fit design, which has a thicker wall and tighter bore tolerance than the standard offering to provide an even higher clamping force and more vibration damping. That design benefits HRSA applications such as energy parts because a high level of machine horsepower and torque is needed to shear the metal while the spindle speed is relatively low, generally less than 10,000 rpm.
"Certainly shrink-fit is a wonderful way to go," Tool Alliance's Forrest concurred, but added that side-lock holders are still being effectively used and even some hydraulic systems have become robust enough for heavy roughing. "All the holding systems are very good," he said. "The thing you need to look for in any application is the lowest possible runout and the greatest gripping strength."
Cool Cutting
Another Bilz product that's suitable for HRSA applications in energy parts is the JetSleeve coolant system, according to Thompson. The system is comprised of a shrink-fit chuck encompassed by an aluminum coolant sleeve with strategically placed holes at the nose. By utilizing coolant pressure, the system's design enables a "tornadic-type effect," which is created within the sleeve to supply coolant, air or oil directly to a tool's cutting edge tip. According to the company, the system increases coolant coverage of the tool's cutting edge tip by more than 90 percent, significantly increasing tool life while allowing the tool to impart finer surface finishes.
Courtesy of Unist
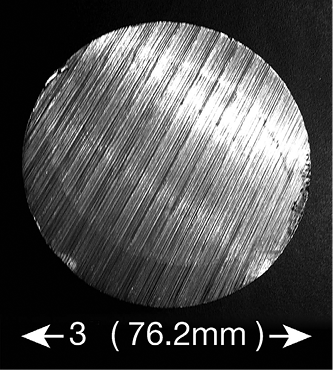
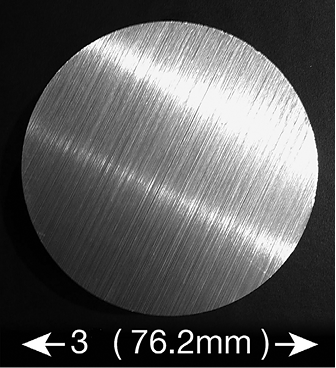
Above: When sawing 3 "-dia. Inconel bar stock with flood coolant, the cut generated excessive chatter and a burr on the edge of the stock. Below: When the same Inconel stock was cut with the same saw blade on the same machine, but using Unist's minimum-quantity lubrication system and Coolube 210EP lubricant, the cut quality significantly improved.
Mitsui Seiki's Walker envisions coolant usage not only being significantly reduced but essentially eliminated in a couple decades as the trend continues toward minimum-quantity lubrication, cryogenics and dry machining. Although he noted oil is the most effective metalworking fluid when cutting most hard, resilient materials, it's flammable and not environmentally friendly, so parts manufacturers have gravitated to more environmentally sound water-based coolants.
However, dry machining HRSAs can be effective today. Walker said he's achieved "very good results" dry milling Inconel with ceramic tools. "It almost looks like a grinding process. The Inconel comes off in flaming chips and I am very pleased with the cutting-edge tool life."
Greenleaf's Wyant explained that it's best to apply coolant in continuous cutting applications and air to clear chips and cool the tool/workpiece interface when intermittent cutting, such as milling with whisker-reinforced ceramics. This is because the combination of coolant and intermittent cutting can thermally shock the ceramic as it moves in and out of the heat-generating cutting zone, reducing tool life.
In addition, vastly minimizing coolant application can enhance cut quality. For one customer sawing 3 "-dia. Inconel bar stock with a Lenox bimetal blade on a Hydmech machine, Unist Inc., Grand Rapids, Mich., reported that excessive chatter and a large burr on the edge of the stock resulted when using flood coolant (see photos above). In addition, the blade only lasted 5 days. However, when the customer installed a Unist MQL system and applied Coolube 2210EP lubricant, cut quality and blade life significantly improved.
Nonetheless, targeting high-pressure through-coolant directly at the tool/workpiece interface improves tool life and machinability when cutting HRSAs, according to Walker. He said Mitsui Seiki has built machines that provide upwards of 55 gpm through the spindle. "It's like a hurricane inside the machine."
Machine Designs
A current Mitsui Seiki project involves building a group of machining centers that apply up to 80 gpm at 2,000 psi for machining blades made of a superalloy with up to 30 percent nickel, Walker noted. However, instead of cutting tools, special CBN grinding wheels are used to produce the parts, and the coolant system prevents the workpiece material from binding to and gumming up the wheels.
Walker emphasized that workpiece materials dictate how machine tools are designed and built. Often, materials are introduced to improve part performance, but the metal developers do not understand how a material will shear when a cutting edge engages it. "The material guys are out of control," he said. "They're throwing stuff at us that end users love but is hard to machine."
One example of a machine design change to enhance rigidity when cutting challenging exotics is the toolholder interface. Walker pointed out that he switched to the Kennametal KM4X100 spindle connection because it offers a bending moment of 35,000 in.-lbs., which compares to about 16,500 in.-lbs. for a HSK100 taper and 8,500 in.-lbs. for a BT50 taper. In test cuts, for example, a Mitsui Seiki HPX63 horizontal machine center was equipped with a high-torque, high-power spindle with a maximum 26kW of power and 1,081 Nm of torque. The KM4X100 spindle connection generated 90 kN of clamping force, more than twice that of an HSK100 and nearly four times that of a BT50 (40 kN and 25 kN, respectively).
That enhanced rigidity is especially beneficial when producing energy parts because they often are large and require extended-reach tools to access part features. "When I'm hanging out there 6 ", 8 ", 10 " from the gauge line and cutting with a lot of force," Walker said, "I don't pull the tool out of the spindle."
Designing a machine tool is more application-specific when the end user is an OEM machining a specific HRSA component, such as one for a power generator, than for a job shop, which machines a variety of materials and parts. The OEM is able to specify, for instance, the frequency range for cutting, coolant-volume requirements, taper interface and thrust and torque capabilities. Walker said: "That way you build the platform around the specific material and get optimal performance for the cutting edge. That's the appropriate way to do it, but the jobbers don't have that flexibility. They have to work with what they have."
As more energy deposits are harvested in the U.S. and across the globe to keep pace with virtually unquenchable demand, both OEMs and job shops will need more equipment to machine the exotic alloys that can take the heat. CTE
Contributors
Bilz Tool Co. Inc.
(800) 227-5460
www.bilzusa.com
Greenleaf Corp.
(800) 458-1850
www.greenleafcorporation.com
Mitsubishi Materials U.S.A. Corp.
(800) 523-0800
www.mitsubishicarbide.com
Mitsui Seiki (U.S.A.) Inc.
(201) 337-1300
www.mitsuiseiki.com
Superior Tool Service Inc.
(316) 945-8488
www.superiortoolservice.com
Tool Alliance
(800) 564-5832
www.toolalliance.com



