Reducing hydroplaning forces while grinding
Reducing hydroplaning forces while grinding
A shop asks CTE's Grinding Doc about taper that shows up when cylindrical-OD grinding. The shop seeks advice to mitigate the problem.
Dear Doc: I get taper when cylindrical-OD grinding. Why, and what can I do about it?
The Doc Replies: Taper is often caused by upward deflection of the spindle. I've seen companies "cheat" by dressing a reverse taper into the wheel to counter the taper. But a better way is to attack the problem at its source: the large normal force.
The large normal force may come from the grinding—perhaps there's too large a removal rate or, more commonly, a dull-dressed wheel. But large hydroplaning forces from the coolant are just as common a cause. These forces don't decrease during spark-out. A 2"-wide (50.8mm) wheel can easily have 70 lbs. (31.8kg) of upward force on the spindle just from hydroplaning. That causes deflection and taper.
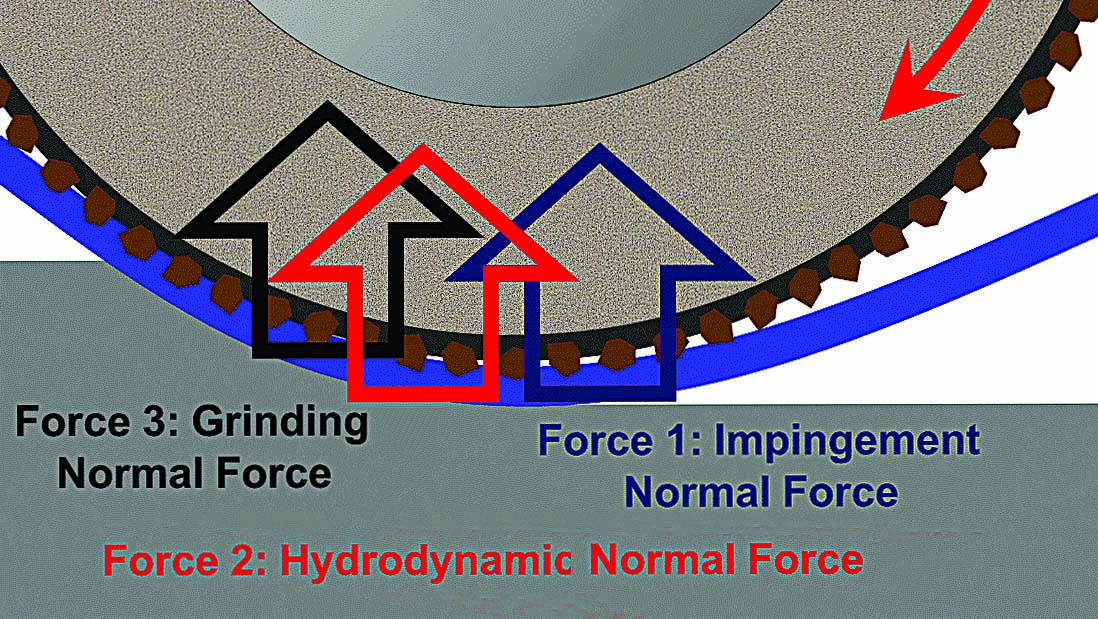
Hydroplaning forces, composed of the impingement force and the hydrodynamic force, can be much larger than the grinding force and cause large deflections. Image courtesy of J. Badger.
One solution is to ease off on the coolant during finish grinding and spark-out to reduce the hydroplaning forces. But don't shut it off, or the hydroplaning wheel will crash into the part. Some machines have this option in the CNC; others don't. Granted, you won't be cooling as well, but we don't need good cooling during spark-out.
Dear Doc: I use a scrubber nozzle to remove loaded nickel alloy from an Al2O3 wheel. There's disagreement about whether it's working. Is there a way to tell?
The Doc Replies: Yes. Dress the wheel, grind 50 parts with the scrubber on, and measure the power. Then dress the wheel, grind 50 parts with the scrubber off, and measure the power. The power signals should start at about the same level. However, after 50 parts, the power signal with the scrubber nozzle should be significantly lower than without the scrubber. If not, your scrubber is useless. And, sadly, most scrubber nozzles are useless.
Dear Doc: I'm trying to use 2"-dia., electroplated CBN wheels to grind slots in hardened steel without success. Why?
The Doc Replies: I assume you're applying water-based coolants. Plated CBN does well with 100 percent oil as a coolant. But with any type of water-based coolant, it's total pain and suffering. If you use water-based instead of oil, expect a huge drop in wheel life. I'm talking, say, 10 parts instead of 500 parts. If you must use water-based coolant, switch to a water-oil emulsion.



