Mastercam's Dynamic Motion technology from CNC Software is reportedly a new and exciting approach to creating toolpaths. Dynamic Motion follows a proprietary and sophisticated set of rules that take into consideration a broad data set.
In order to create the most efficient cutting motion possible, Dynamic toolpaths calculate more than just the areas where metal will be removed; they also take into account the changing condition of the material throughout various stages of machining. The toolpath has enough intelligence to look ahead, see what's coming and modify feeds, speeds, stepovers and cutting motions based on ever-changing material conditions. Significant benefits include radically shorter cycle times, less wear and breakage of tools, and less wear on machines.
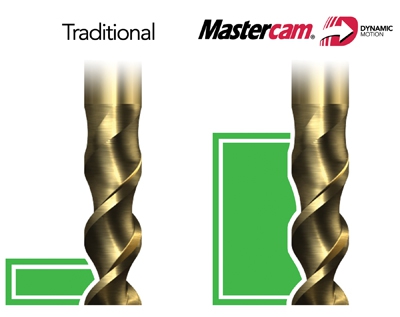
By dramatically reducing stepovers and air cutting, Dynamic toolpaths can reduce cycle times by 25 to 75 percent. Dynamic Motion toolpaths ensure that your tool spends most of its time cutting at full-depth with far fewer stepdowns. This means you can cut more parts in less time.
Dynamic Motion uses the full flute length so users will get even wear and heat distribution resulting in fewer tool changes and less grinding that slows you down and costs money. Dynamic Motion produces consistent chip load, reducing vibration and extending the life of your machines. The looping motion eliminates abrupt directional changes, keeping your machine more accurate with less maintenance.
Roughing hard materials can pose a challenge but Mastercam's Dynamic Motion toolpaths make it easier by ensuring even heat and load distribution throughout the cut. This even distribution prevents material surface hardening and reduces the risks of tool breakage, giving more consistent, predictable results.
Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- hardening
hardening
Process of increasing the surface hardness of a part. It is accomplished by heating a piece of steel to a temperature within or above its critical range and then cooling (or quenching) it rapidly. In any heat-treatment operation, the rate of heating is important. Heat flows from the exterior to the interior of steel at a definite rate. If the steel is heated too quickly, the outside becomes hotter than the inside and the desired uniform structure cannot be obtained. If a piece is irregular in shape, a slow heating rate is essential to prevent warping and cracking. The heavier the section, the longer the heating time must be to achieve uniform results. Even after the correct temperature has been reached, the piece should be held at the temperature for a sufficient period of time to permit its thickest section to attain a uniform temperature. See workhardening.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.







