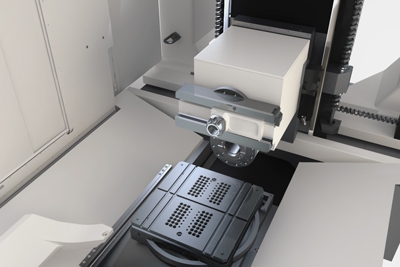
Fives introduces a new integrated contouring head for its Cincinnati 6-axis MEGA 800 HMC by announcing the sale of a two-machine cell that includes first use of the head on this machine size. Purchased by a European machine tool manufacturer, the new cell will replace an existing two-machine cell in 24-hour operation, taking on 30 to 50 percent more work, including work currently processed on boring mills. The machines' servo-controlled, U-axis cross-feed spindle can produce circular features up to 540-mm diameter that require turning, boring, co-boring, facing, threading, tapered boring, and helical thread milling. The new MEGA cell eliminates the need to produce these features on other machines, dramatically reducing workpiece transfers, setups and work-in-process inventory, while improving accuracy and manufacturing velocity.
The cell includes a 14-pallet work queue, two vacuum-equipped load/unload stations, storage for 640 tools and floor-mounted mist collection for each machine. Each machine stores 120 tools, while an integrated storage/retrieval system holds an additional 400, which are transferred to the machines via overhead robot.
"The combination of the U-axis head and main W-axis milling/boring spindle eliminates the need for boring machines and turning centers by combining both capabilities in a single multi-tasking machine," said Fives Cincinnati Product Manager Ken Wichman. "The U-axis head produces 2,475 Nm torque (S6-60) and has a Sandvik Coromant Capto C8 tool interface, capable of carrying a tool weight of 30 kg (66 lb). The range, power, accuracy and tool-handling capability of this contouring head give the customer a much wider range of processing capabilities than possible with contouring attachments or other options. The integrated head is much more rigid than attachments bolted on or held by the spindle taper, resulting in superior part quality, surface finish and dimensional accuracy. The standard tool interface eliminates the need for special tools, and the integrated head eliminates manual head changing and storage. This extends the successful integration of this head from the larger Giddings & Lewis HMC 1250 platform."
Both MEGA HMCs in the first sale are equipped with a 4,000-rpm, 45-kW (S6-60 hp) W-axis live spindle with 130mm bar diameter and 800mm travel. The massive machines accept parts weighing up to 2,200 kg (4,840 lb), 2,000mm (79") tall and 1,300mm (51.2") in diameter. The three-point-leveled, T-design base moves the workpiece in a straight line to and from the spindle for precision boring, with X, Y and Z axes all driven by dual ballscrews using absolute scale feedback. The B-axis rotary table with high-accuracy absolute encoder allows infinite contouring, producing 5,100 Nm (3,300 ft lb) torque.
The machines utilize the Siemens 840D Solution Line CNC with Windows 7 OS and operator interface, and the cell complies with all European and U.S. safety/health standards.
Contact Details
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- threading
threading
Process of both external (e.g., thread milling) and internal (e.g., tapping, thread milling) cutting, turning and rolling of threads into particular material. Standardized specifications are available to determine the desired results of the threading process. Numerous thread-series designations are written for specific applications. Threading often is performed on a lathe. Specifications such as thread height are critical in determining the strength of the threads. The material used is taken into consideration in determining the expected results of any particular application for that threaded piece. In external threading, a calculated depth is required as well as a particular angle to the cut. To perform internal threading, the exact diameter to bore the hole is critical before threading. The threads are distinguished from one another by the amount of tolerance and/or allowance that is specified. See turning.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.





