The view from Jungfraujoch inspires awe. So does the railway that transports visitors to the site—a ridge located 11,332’ above sea level in the Swiss Alps.
The altitude increases 4,600’ from the bottom of the 5.6-mile-long rail line to its top. Begun in 1896, I learned while visiting last October, the project required workers wielding picks and axes to dig a 4.5-mile tunnel through the Eiger and Mönch mountains. The railway took 16 years to complete.
I admire people who commit to and complete long-term projects. It denotes determination, faith in their abilities, and grit.


Selfie taken at Jungfraujoch, Switzerland, by CTE Publisher Don Nelson.
I was exposed to another example of commitment while in Switzerland, during a visit to the Mikron Group. Company vice president Markus Schnyder recounted his attempts in the early 1990s to develop a drill for a customer that used Mikron rotary transfer machines to drill holes in stainless steel watch bracelets. The links featured 1.05mm- to 1.45mm-dia. holes that had a maximum depth of 6× diameter.
At the time, standard HSS drills were used for the application. But HSS wore excessively in the stainless, causing frequent shutdowns to retool the transfer machine. Schnyder sought to develop a longer-wearing carbide drill for the job.
He wasn’t able to deliver. The idea of applying “carbide tools instead of HSS tools—and guaranteeing process reliability—failed completely,” Schnyder said. He tested and retested design iterations on the customer’s transfer machine. Despite the carbide drills’ sophisticated geometries, they all broke after producing two or three holes.
The reasons: Machines back then lacked the spindle speeds necessary to adequately drill stainless, and the inflexibility of the carbide caused the tools to snap under the slightest lateral pressure.
Solving the customer’s problem required Schnyder to put aside his idea of developing a carbide tool for the application. He ended up designing and delivering a HSS drill. It outperformed the HSS tool the customer had been using, but the failure rankled.
“That was really hard for me,” he said. “But the flop aroused my ambition.”
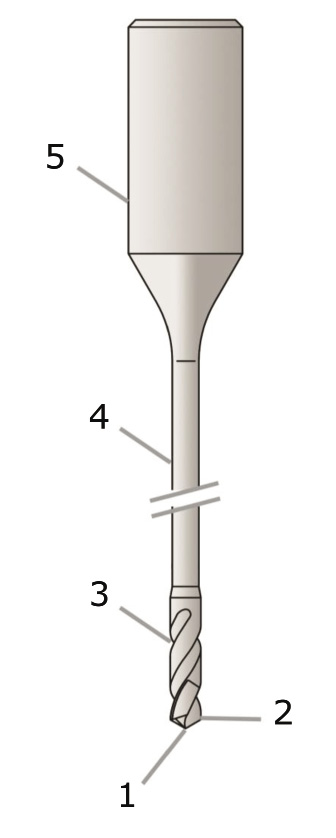
The design of Mikron’s CrazyDrill Flex facilitates drilling to 50× diameter in tough materials.
1. Tip geometry reducesfeed force.
2. Cutting edge preparation inhibits breakage.
3. Flutes create short chips.
4. Flexible neck prevents breakage due to alignment errors.
5. Robust, no-runout, 3mm shank.
Image courtesy Mikron Tool.
In 1998, the Mikron Group spun off its in-house cutting tool department, naming it Mikron Tool SA (www.mikrontool.com). The launch let Schnyder “turn back to the never-forgotten dream” of designing small-diameter tools for stainless steel. “To change the defeat [into] a victory.”
Starting with 25 employees, Mikron Tool now employs 175 and exports its small-diameter (0.1mm to 6mm) products for drilling, milling, reaming, centering and chamfering to 40 countries. The company operates facilities in the U.S., Germany and China, in addition to its Agno, Switzerland, headquarters.
The company’s tools are specifically designed for cutting stainless, titanium and superalloys, and they incorporate unique design elements. The CrazyDrill Flex, for instance, features a flexible neck that reportedly allows drilling to 50× diameter. In 2014, the company’s CrazyMill Flex won a Swiss award for innovation in manufacturing.
Innovation is an outgrowth of continual development, according to Schnyder. “You think, you realize, you test and you correct,” he said, underscoring the importance of machine-testing new developments. “You put a tool on the machine and reality speaks.”
He added, “There is always room for innovation.”
About the author: Don Nelson is publisher of Cutting Tool Engineering magazine. He can be reached at [email protected].
Related Glossary Terms
- centering
centering
1. Process of locating the center of a workpiece to be mounted on centers. 2. Process of mounting the workpiece concentric to the machine spindle. See centers.
- chamfering
chamfering
Machining a bevel on a workpiece or tool; improves a tool’s entrance into the cut.
- edge preparation
edge preparation
Conditioning of the cutting edge, such as a honing or chamfering, to make it stronger and less susceptible to chipping. A chamfer is a bevel on the tool’s cutting edge; the angle is measured from the cutting face downward and generally varies from 25° to 45°. Honing is the process of rounding or blunting the cutting edge with abrasives, either manually or mechanically.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
Author

Don Nelson served as publisher of Cutting Tool Engineering from January 2001 through May 2018.





