CoroMill 178 and CoroMill 180 Cutters
CoroMill 178 and CoroMill 180 Cutters
A new power skiving solution composed of CoroMill 178 and CoroMill 180 cutters from Sandvik Coromant is being released to help automotive manufacturers complete gear and spline components in one setup on a multitask machine or machining center. Skiving processes are many times faster than shaping and more flexible than broaching, and are quickly becoming an efficient and flexible alternative for gear and spline production.
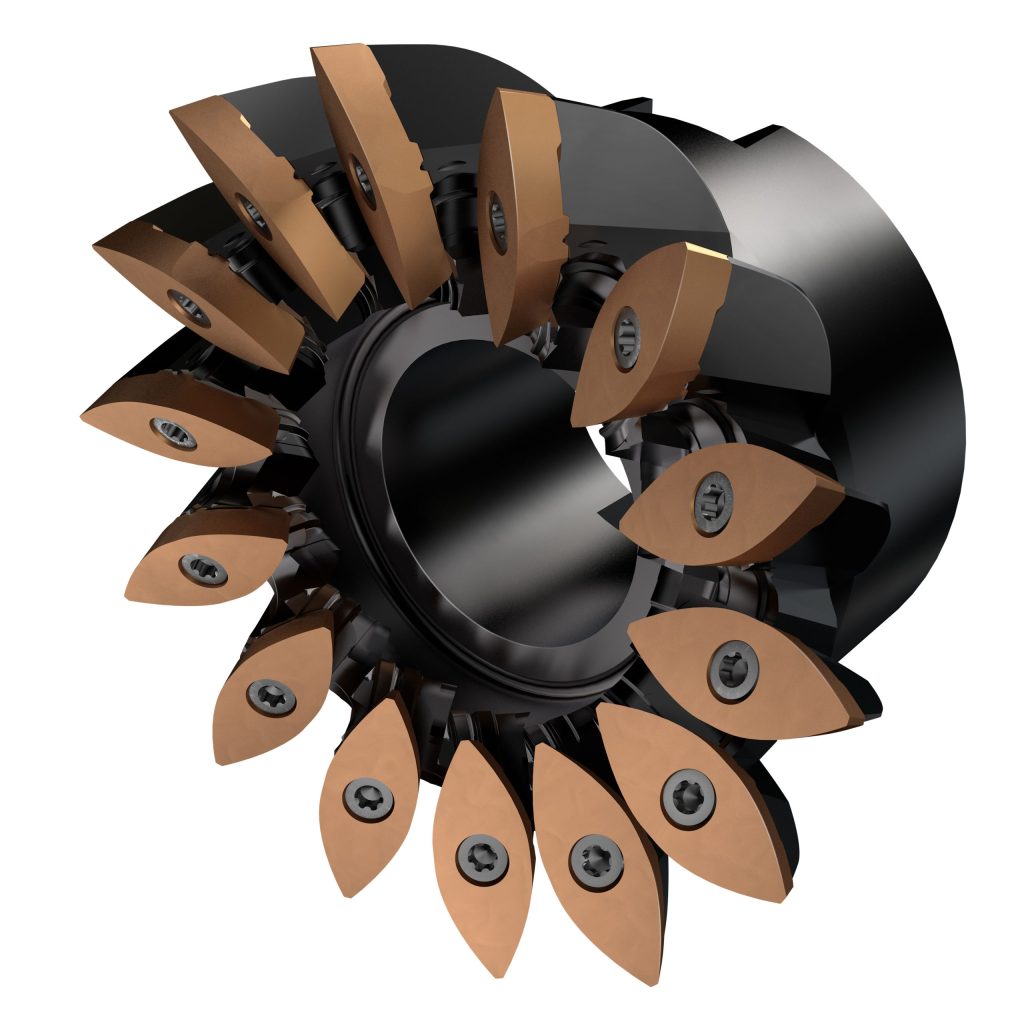
A new power skiving solution composed of CoroMill 178 and CoroMill 180 (pictured) cutters from Sandvik Coromant is being released to help automotive manufacturers complete gear and spline components in one setup on a multitask machine or machining center. Skiving processes are many times faster than shaping and more flexible than broaching, and are quickly becoming an efficient and flexible alternative for gear and spline production.
The power skiving solution from Sandvik Coromant comprises solid bore, solid shank and indexable cutters. CoroMill 178S (solid carbide) is for use in applications where high-volume, high-rpm machining with long tool life is required, while CoroMill 178H (powder metallurgy HSS) is for general use on shoulders or small diameters. These tools offer the highest tool accuracy with regard to run-out and pitch compared to indexable tools, providing a better finishing profile of the gear and spline. Reconditioning can typically be performed up to 10 times depending on the quality of the tool.
CoroMill 180 indexable cutters are for high-volume roughing on a large range of gears (module 2-9). Among many notable features are a positive rake angle for light cutting action and the potential for dry machining, which saves on coolant costs and helps to protect the environment.
"The power skiving cutter selection can provide both high output and an optimized finishing profile," says Harish Maniyoor, global product manager, automotive industry segment at Sandvik Coromant. "Coupled with the ability for one set-up machining, the tools improve quality and save time and cost. In fact, cycle time reductions of circa 50% can be anticipated compared to gear shaping, helping to reduce the cost per component considerably. It is also worth noting that skiving is more flexible than hobbing for producing new, compact automotive transmissions."
All tools are made as engineered solutions to meet precise customer needs. With the correct design, processes at the production level will prove up to 15 times faster than shaping and more flexible than broaching, with better quality. The development also brings greater process flexibility to end customers, moving production to in-house machining centers and away from dedicated machine tools at suppliers' locations. Moreover, process reliability will increase, with fewer unplanned stops.
Manufacturers in the automotive industry are among those set to benefit the most, as the tools support new developments in hybrid cars, as well as electromobility for cars, trucks, tractors and excavators. Typical applications include internal and external gears and splines, in addition to cylindrical spur and helical gears for automotive transmissions, and a variety of other gears, coupling components, splines, shafts, synchronization rings and CV joint parts.



