GibbsCAM 2012+
GibbsCAM 2012+
Gibbs and Associates announced the release of the latest version of GibbsCAM CNC programming software.
Gibbs and Associates announced the release of the latest version of GibbsCAM CNC programming software. Called GibbsCAM 2012+, this new version includes speed and performance improvements, including a rendering option specifically geared for multi-axis parts, improved cutting strategies and many productivity enhancements. The new version includes improvements for all levels of GibbsCAM, including the Mill and Lathe Production, SolidSurfacer, Radial Milling, MTM and 5-Axis options.
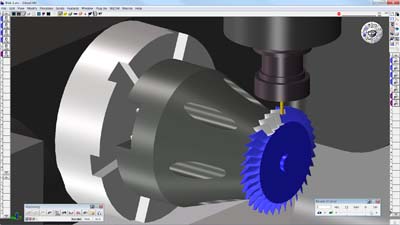
The software includes a Multi-Axis Rendering option free of charge with each seat of the software. Formerly a $2,000 option, Multi-Axis Rendering provides significant accuracy improvements for rotary milling applications, especially when displaying toolpaths with continuous changes in both tool position and orientation. Improved gouge and tool interference checking for tilting tools shows customers programming errors before they become costly mistakes on the shop floor.
To boost speed and productivity for all GibbsCAM users, the GibbsCAM 2012+ rendering engine takes advantage of multi-core and multi-threaded computer hardware to drastically boost processing speed. Part rendering speed is now up to 33 times faster, depending on specific computer hardware and part complexity. Increased rendering speed saves programming time and reduces programming costs.
Improvements to Radial Milling include the ability to produce a smooth, unsegmented, helical toolpath, which takes advantage of native machine-based linear and circular interpolation capabilities. The benefits of this type of toolpath include simplified post-processor output, potential savings of hundreds of lines of G-code, and reduced machining time. Also included are new cutting strategies for parts with open-sided pockets, very thin walls, shallow cut areas and a highly efficient G-code program. In addition, material only clean-up areas provide customers with optimized toolpaths.



