Inserts with MM/RM Chipbreaker
Inserts with MM/RM Chipbreaker
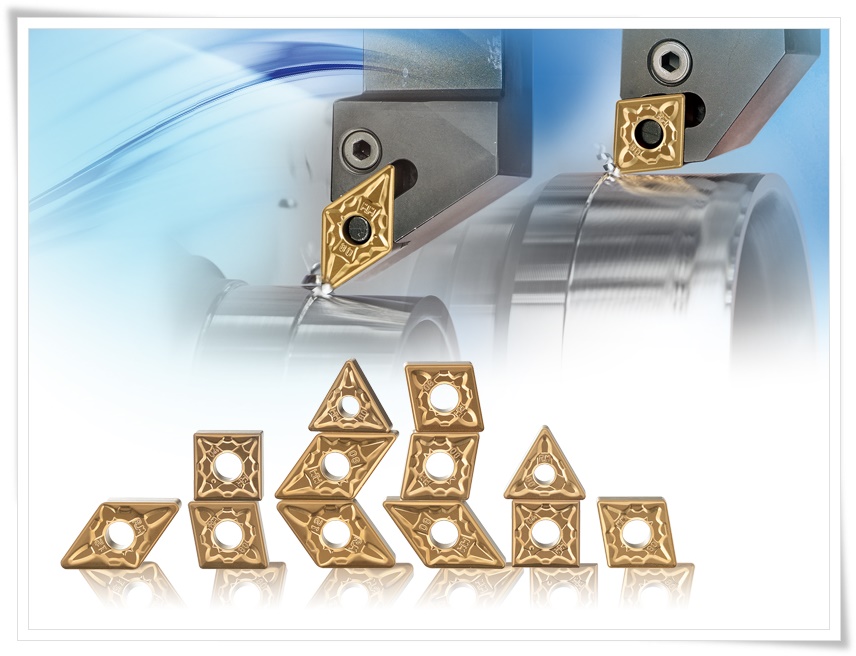
KORLOY has launched new chipbreakers " MM " (Medium Machining) and " RM " (Rough Machining) for stainless steel materials. Stainless steel can be classified into three groups: austenite, martensite and ferrite. In principle, the surface of stainless steel materials generally tends to be very smooth and coupled with a very strong corrosion resistance.
KORLOY has launched new chipbreakers " MM " (Medium Machining) and " RM " (Rough Machining) for stainless steel materials. Stainless steel can be classified into three groups: austenite, martensite and ferrite. In principle, the surface of stainless steel materials generally tends to be very smooth and coupled with a very strong corrosion resistance.
Thanks to these positive features, it can be used for various purposes without painting and surface treatment. 13Cr, 18Cr and 18Cr-8Ni are typical high-alloy steel of stainless steel.
Stainless steel has a strong tendency for workhardening and built-up edge, and has a strong resistance force. Due to these features, stainless steel is classified as a difficult-to-cut material, which shortens tool life by causing damage on the cutting edge and built-up edge. Because stainless steel and difficult-to-cut materials are tough and hard, it is important to choose the right geometry and grade.
MM chip breaker for (medium operation), the first recommendation for stainless steel has a dual-angle land and reinforced toughness, which leads to stable tool life as well as less cutting load thereby minimizing built-up edge.
In the range of high feed and high depth of cut, its wide chip pocket prevents chips from curving toward the minor cutting edge, then evacuates chips to prevent plastic deformation and excessive wear on minor cutting edge.
RM chip breaker for (roughing operation), has a low resistance-type chipbreaker characterized by wide land and rake angle. It is recommended for rough cutting or when burr occurs due to flank wear. It evacuates chips and heat caused by tough cutting parameters such as high feed and deep depth of cut through its gradual rake angle. RM chipbreaker ensures stable tool life, along with its effective chip evacuation and cutting heat dispersion.



