Machining Large and Long OD Threads
Machining Large and Long OD Threads
An extensive background of experience with operations on transfer machines allows Suhner to optimize a manufacturing process with standard or custom solutions for each machining application. One specific application is for large and long OD threads. These operations are extremely difficult and challenging for manufacturers, when trying to obtain shorter cycle times, simply because an OD threading operation by itself will dictate the overall machine cycle time.
Operations for the prep on tubings and pipes generally require multiple manufacturing steps such as cutting, chamfering, face-off, turning and tapping including thread milling or thread forming. Higher part quantities usually combined with the need for different manufacturing steps demand efficient and time saving production methods to help reduce time and cost. Special purpose machines such as rotary and linear transfer machines, offer the best solutions to help obtain shorter overall part cycle times.
An extensive background of experience with operations on transfer machines allows Suhner to optimize a manufacturing process with standard or custom solutions for each machining application. One specific application is for large and long OD threads. These operations are extremely difficult and challenging for manufacturers, when trying to obtain shorter cycle times, simply because an OD threading operation by itself will dictate the overall machine cycle time.
Suhner, in cooperation with Wagner, a German manufacturer for OD thread rolling heads, has developed a special process, which allows threading operations in very short cycle times. A pneumatic cylinder-activated system is used to open and close the thread rolling head, which is equipped with multiple thread cutting or forming inserts.
The workpiece is fed from bar stock material. After a cut to length operation, it is machined by (3) Suhner BEX15 machining units with special Weldon toolholders. Operations include OD and ID and face turning. All units are equipped with a 1.5kW motor and high precision angular contact spindle bearings.
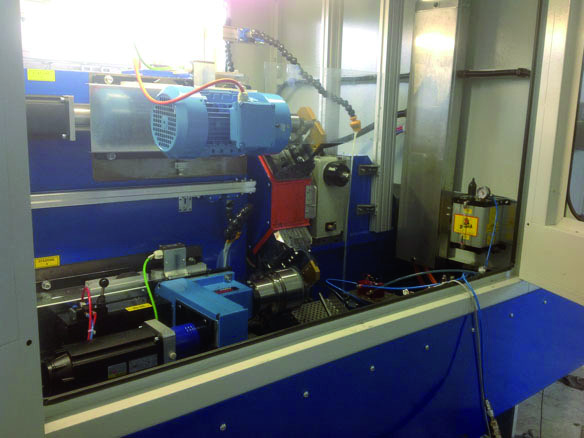
The most interesting station on this machine is the one for an OD threading operation, which is accomplished with a BEX35-ISO40 machining unit equipped with a Wagner thread rolling head type Z27-2. In this operation, the thread rolling head is rotating and the workpiece is stationary. The feed motion for this station is done with a CNC slide unit. To synchronize the thread pitch, both the BEX35 spindle and CNC slide are servomotor driven.
As soon as the threading operation is finished, the Wagner thread rolling head with integrated inserts opens quickly to allow a fast return to the home position.
Opening and closing action of the head is accomplished by an internal BEX35 drawbar, controlled by a three-position pneumatic cylinder.
This pneumatic cylinder is designed to make an additional stroke of 10mm. This allows for head and insert adjustments or replacements, depending on thread size.
Depending on length, a typical OD thread rolling cycle time ranges between 6 to10 seconds. Thanks to the application of CNC servo driven spindle and slide components, customers can achieve very short changeover time, as well.



