Cracking the code: Determining when complex turning and multitasking are the right solutions
Cracking the code: Determining when complex turning and multitasking are the right solutions
While the basic CNC lathe is still a standby in many machine shops, new technology has vastly expanded turning capabilities. For example, live tooling and multiple turrets turn a basic lathe into a multitasking productivity center. When equipped with a large toolchanger/" data-glossary-id="142091" data-glossary-teaser="Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restor…" title="Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restor…" aria-label="Glossary: automatic toolchanger">automatic toolchanger, these machines can hold tools for dozens of jobs, reduce setup time, and turn, mill, drill and finish parts in a single setup.

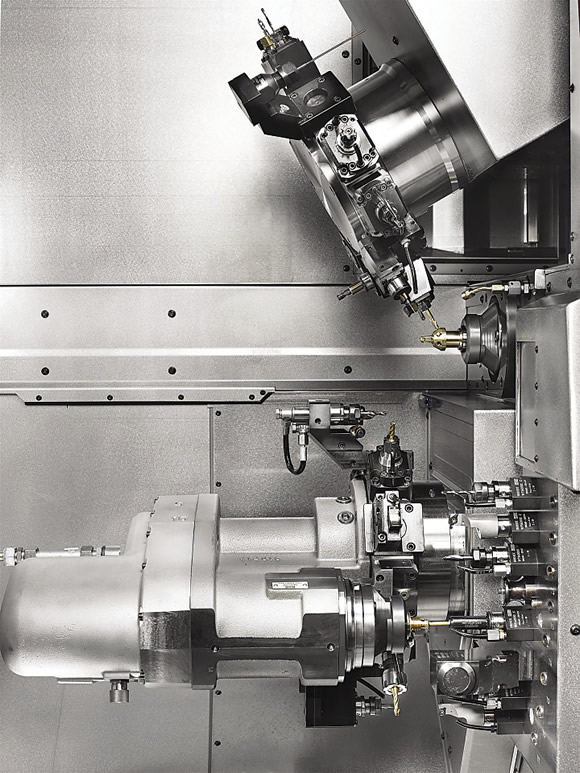
Courtesy of Okuma America
Turning a part with a Capto-equipped MULTUS B300II from Okuma. With up to 60-tools available in the magazine, 15-hp milling and B, Y and C axes, complex parts can be setup quickly and machined in one step.
While the basic CNC lathe is still a standby in many machine shops, new technology has vastly expanded turning capabilities. For example, live tooling and multiple turrets turn a basic lathe into a multitasking productivity center. When equipped with a large toolchanger/" data-glossary-id="142091" data-glossary-teaser="Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restor…" title="Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restor…" aria-label="Glossary: automatic toolchanger">automatic toolchanger, these machines can hold tools for dozens of jobs, reduce setup time, and turn, mill, drill and finish parts in a single setup.
Dual-spindle turning centers can turn both ends of a part in a single setup to minimize operator handling, increase throughput and reduce work-in-process. The opposed spindles support synchronized turning and pass off parts on the fly, reducing overall cycle time. Such machines allow for the creation of more complex parts, and do so more efficiently. But questions like when are such machines needed, what kinds of parts can they produce and how do you justify the increased cost of a "supermachine" should all be taken into consideration before signing on the dotted line.
Can't Touch This
Eliminating as many operations as possible is the most important consideration for shops looking at a new machine tool, according to Courtney Ortner, chief marketing officer for Lorain, Ohio-based Absolute Machine Tools Inc. "This is why multitasking machines can be so profitable," she said. "Parts are often 'done in one,' eliminating work-in-process and improving quality."

The Nexturn CNC Turning Center features a tooling layout that minimizes noncutting time while offering expanded part capability with a single setup.

Courtesy of INDEX
The Index MS52C offers C-axis capability and 12 independent CNC slides, making it appropriate for high-volume, complex machining.
Ortner argued that turn/mill and other multitask machines reduce setup and fixturing costs while improving employee utilization compared to single-task machines. That's because with multiple operations, operators do non-value-added tasks, such as part handling, which removes them from the equipment they are supposed to be monitoring and increases downtime. "An idle spindle is no different than going to the front door and throwing money into the wind," she said. "Because more machining is done per cycle, multitask machines maintain a higher percentage of spindle uptime."
Every shop owner knows the importance of keeping spindles turning, but it's tough to justify spending half a million bucks or more on a turn/mill machine in the name of "saving money." Many shop owners would argue that for the same price they can have a dedicated work cell. Their logic is sound—a team of plow horses is surely better for tilling a field than an expensive thoroughbred: If one of those old nags goes lame, the rest can carry the load, but if your high-priced racehorse breaks a leg, the field isn't tilled.
David Fischer, product specialist for Okuma America Corp., Charlotte, N.C., cautioned that it's not that simple, and end users must look at the overall picture. "Multitasking machines aren't a cure-all, but neither is the attitude of 'that's the way we've always done it, so it must be right.'" Fischer agreed that users can certainly buy more spindles going the conventional route, but they must tool those machine tools and fixture them for each operation.
"I don't care how many spindles you buy," Fischer said. "What counts is how many parts you ship each day." Consider a typical part with a couple of turning operations, some milling and maybe some drilling and tapping. Going the conventional route, after completing the first operation, the parts sit until the job running on the next machine is done. Multiplying this waiting game by the number of part operations equals a lot of unfinished parts.
WIP it Good
With a multitask machine, however, raw material is loaded and out comes a shippable product. Depending on the machine, machining time might be just as long as the sum of the "conventional" operations, but the primary goal of a multitask machine isn't better cycle time—it's to get the parts done in a single setup. And, because a multitask machine runs a complete part with every cycle, the time between part load/unload is longer.
As sales director for Hoffman Estates, Ill.-based DMG Mori Seiki USA Inc.'s turning division, it's clear to Roberto Nicoli that parts manufacturers must implement more advanced technology. "Manufacturers must reduce the cost of manpower to stay competitive. By bringing multiple operations into a single piece of equipment, they can simplify the manufacturing process."
Labor reduction or not, none of this brings would-be multitask machine owners any closer to the decision about which machine gets them to the productivity finish line. Choosing the right machine for complex parts requires disciplined decision-making. "Choosing any multitasking machine is complex," Nicoli explained. "It requires teamwork between the customer, the dealer and the machine tool builder."
Shop needs typically revolve around part complexity, size and quantity. Make a series of long, complex parts in high volumes and a Swiss-style machine might be in order. A variety of parts in small lot sizes typically calls for a twin-spindle machine with a toolchanger. High-volume jobs where cycle time is critical warrant multiple turrets to get more tools in the cut at the same time. And the complex, free-form surfaces seen in turbine blades and orthopedic components require B, C and Y axes, as well as a control and software that can drive complex toolpaths.
All this sounds great, but many shops struggle to set up and program "simple" 2-axis lathes. How does a machine with two spindles, three turrets, live tooling and a tool carousel hanging off the back simplify anything?
No More Headaches
Multitasking machines present more crash potential than a stock car race. Most are equipped with tool-life management software, quick-change tooling, collision avoidance and complex on-board programming routines, so new users may be faced with the mother of all learning curves.
Most machine tool builders offer a bewildering number of configurations. With multiple X, Y, Z, B, C and R axes, upper and lower turret options, live tools with toolchangers, pallet changers and the ability to grind, hob and broach in a single machine, the only limit is a shop's credit line. Buy too little machine and you won't produce parts any faster; buy too much and you've just wasted a lot of money for the jobs you already have.
Multitask machines take a lot more planning than commodity machines, not only during the purchasing process, but after installation. "Before you buy one of these machines, you need to look at your internal processes," said Rich Parenteau, director of application development at Methods Machine Tools Inc., Sudbury, Mass. "You can spend a ton of money on your equipment, but if your guys are taking 15 minutes to find a ¼ " endmill, you'll never get a dime back on that investment."
This might be said for any machine tool, but when you have one that costs three to five times as much as a commodity machine, you want to squeeze it for all it's worth. Parenteau advocates hiring dedicated organizers who focus on prep work.
"Multitasking machines offer upwards of 90 percent efficiency," Parenteau said, "making it easy to justify one person to manage the internal process organization needed for a group of machines: Prep the tool wagon, preset the tools, ready the raw material. Everything is labeled and ready to go. All the operator has to do is change whatever tools aren't resident in the machine, swap the jaws and hit cycle start."
OK, but what about the program? Creating code for multiple operations and dozens of tools is daunting enough, but then you need to marry those toolpaths into an end-to-end process that takes full advantage of the multitask machine. Fortunately, machine tool suppliers are augmenting and, in some cases, replacing CAD/CAM systems with control-resident software capable of managing a multitask machine's many moving parts.
Courtesy of INDEX
The Traub TNL32 from INDEX can run in either fixed- or sliding-headstock mode. With 5-linear axes, 3-axis simultaneous machining and a large pool of fixed and driven tools, a variety of work is possible.
Methods' CAMplete software is one example. "Whatever CAM system is used to generate the point-to-point code," Parenteau pointed out, "it's important to verify and optimize those toolpaths with a dedicated software package, such as CAMplete."
That means analysis of the process using the actual tool library in a machine and exact 3-D machine models to eliminate any possibility of collision while applying as many tools as possible in the cut. It also saves endless hours of dry-running programs, he added. "The goal is to drop the program in and hit cycle start."
Machine Quality
Perhaps the most important consideration when choosing a turn/mill or other multitask machine is quality. When making an investment of this magnitude and spending another 10 to 20 percent to tool it properly, a multitasking machine should run flawlessly. As Tyler Economan, proposal engineering manager for INDEX Corp., Noblesville, Ind., explained, no matter how good the cutting tools, workholder and CAD/CAM program are, you're still marrying it all to an electromechanical platform.
"You want the ability to push the entire system to its limits," he said. "That means a rigid design that can dampen vibration, compensate for thermal growth and provide accurate, precise motion control."
These attributes are especially critical on a multitask machine, not only to assure part quality but also to make sure the many axes, spindles, motors and servodrives work together and do not break unexpectedly. "It's about having a system that works—one that's intuitive to operate, repeatable and dependable," Economan said. "Even on complex machines like this, you should strive for a simple philosophy: Write the program, set the tools and let the machine make the parts." CTE
Putting together the right toolbox
Cutting tools, toolholders and workholding are a big part of the equation for turn/mill and other multitask machines. According to Jason Farthing, technical sales and marketing at HORN USA Inc., Franklin, Tenn., the tooling that is selected must take into account the materials commonly used to make complex parts—nickel alloys, titanium and high-chromium alloys.
"We see a lot of shops moving in the multitasking direction, especially in the aerospace and medical markets," he said. "One of the newer products available to address the difficult materials in this arena are carbide inserts that are both tough and hard. They can take a beating and resist wear at the same time. There are also several new coatings on the market that, when you get into tougher materials like Inconel or Hastelloy, offer high heat and abrasion resistance."

Courtesy of HORN USA
HORN offers through-coolant tools that accept various grooving and cutoff inserts.
Now that you have high-quality cutting tools in your new multitask machine, how are you going to quickly change them? You can't have quick changeover without investing in quick-change tooling, and with upwards of 100 tools in an ATC-enabled machine, that investment will be substantial.
David McHenry, senior technical engineer for Rego-Fix Tool Corp., Indianapolis, said his company is seeing a lot of the new machines with Capto-capable live spindles that utilize a C4 or C6 shank. The system is no longer proprietary to Sandvik Coromant, and other companies can make Capto systems, leading to additional tool choices.
Still, shop owners should expect a substantial investment in tools to make the most of their multitask machines. That includes turret tooling. It's all well and good to have a Capto or HSK live spindle, but machine tool builders are reluctant to embrace just one quick-change tooling solution for their turrets, as no industry-wide mount exists offering interoperability between systems. As such, machines typically come with block tooling as standard. The good news is that shops have a variety of quick-change options. For roughly $1,000 per station, you can equip your shiny new multitask machine to swap cutting tools faster than Luke Skywalker can draw his lightsaber. The bad news: Many multitask machines have 50 or more tool stations, so you'd better plan on spending big bucks for a fully armed and operational Death Star.
Then comes the workholding. Buying a multitask machine with a standard hydraulic chuck is akin to putting snow tires on a racecar. When producing small lot sizes and a wide variety of parts, you need a faster and more flexible way to change-out and hold those parts.
Ron Wright, vice president of sales, toolholding and workholding for Schunk Inc., sees an increasing number of shops moving towards multitask and quick-change tooling—albeit at a high price tag. A workholding system from Morrisville, N.C.-based Schunk can cost $10,000, and most multitask machines have two spindles.
Wright easily justifies this: "Our solution actually reduces the workholding expenditure. Since you no longer have to build fixtures or top jaws for operations 20, 30, 40 and so on, you are spending far less. Add to that the ability to switch a set of jaws in under a minute or quickly install a collet chuck, face plate or air chuck, and you'll frequently realize ROI in months."
—K. Hanson
Contributors
Absolute Machine Tools Inc.
(800) 852-7825
www.absolutemachine.com
DMG Mori Seiki USA Inc.
(847) 593-5400
www.dmgmori-usa.com
HORN USA Inc.
(888) 818-HORN
www.hornusa.com
INDEX Corp.
(317) 770-6300
www.indextraub.com
Methods Machine Tools Inc.
(877) MMT-4CNC
www.methodsmachine.com
Okuma America Corp.
(704) 588-7000
www.okuma.com
Rego-Fix Tool Corp.
(317) 870-5959
www.rego-fix.com
Schunk Inc.
(919) 572-2705
www.schunk.com



