Mills Made-to-Order
Mills Made-to-Order
Applying "off-the-shelf," standard milling tools to get the job done provides several benefits: the tools are readily available and usually from numerous suppliers, their prices are competitive and the results are predictable. Nonetheless, even with a multitude of standard tools available for nearly every milling application, parts manufacturers often require specials engineered for a specific application.
What to consider when ordering engineered, application-specific milling tools.
Applying "off-the-shelf," standard milling tools to get the job done provides several benefits: the tools are readily available and usually from numerous suppliers, their prices are competitive and the results are predictable. Nonetheless, even with a multitude of standard tools available for nearly every milling application, parts manufacturers often require specials engineered for a specific application. "As an example, there is not an off-the-shelf, industry standard cutter for machining crankshafts," said Donald R. Hughes, application engineer/project development for Greenleaf Corp., Saegertown, Pa. "Crankshaft cutters are custom engineered for a specific part and machine tool."
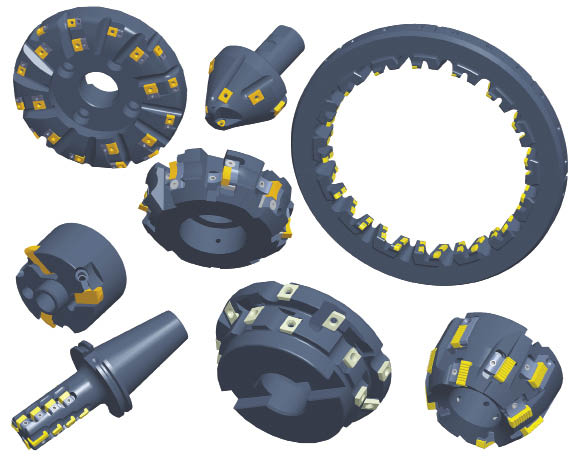
Courtesy of Greenleaf
When working with an experienced cutting tool supplier, successfully implementing special or application-specific tools does not have to be a challenging task.
A similar scenario exists for the compressor screw business. "Every cutter is an engineered special and they are form cutters," said Ken Accavallo, milling product specialist for Sandvik Coromant Co., Fair Lawn, N.J.
Accavallo noted that those milling tools enable end users to create the male and female forms where two screws join together and force air through a compressor without having to take multiple tool passes.
Satisfying Specifications
Regardless of the industry being served, engineered specials are also needed when a standard milling tool can't achieve the required cycle time. And the cycle time requirement might change if, for example, a customer changes a production order. Duane Drape, national sales manager for HORN USA Inc., Franklin, Tenn., described a hypothetical situation in which a manufacturer was able to produce the annually required 20,000 parts on one machine fully dedicated to the job using a standard milling tool but the order increased to 25,000 components. "Now the manufacturer has a choice: tie up another machine to make those additional 5,000 components or find a way of improving the process on the machine he's currently on so he can machine the 25,000 components without making a capital investment," Drape said. He added that the appropriate special might not only allow all the parts to be produced on one machine but free up time on that machine for other jobs.
Customizing a tool to enhance productivity and metal-removal rates doesn't always involve extensive engineering. "Productivity gains can sometimes be realized by simply increasing the effective number of inserts or by positioning inserts within a special tool to perform multiple operations and save machining passes," Hughes said.
Drape concurred that a custom tool may only require slight alterations to an existing standard one, such as adding a chamfer or radius to minimize or eliminate manual deburring.
An end user might also need a custom cutter to satisfy tight tolerance and fine surface finish requirements. Drape gave the example of milling a 0.200 "-wide groove when the closest standard tool offering without going oversize is 0.156 " wide. "If he uses the 0.156 " tool, he has to take two passes, which requires more cycle time and creates the potential for a small overlap that the surface finish requirement will not allow," he said, "so he has to take it in one pass."
MultiMill
Toolmakers often design specials for performing multiple operations with one tool. One reason is to reduce cycle time by eliminating the time to change tools. Another is there may be no remaining stations in a toolchanger and an additional operation is needed. "You have 50 tools in the chain and there is one more operation. Where can you get it?" Accavallo asked. "You add it to one of the drills or one of the mills. Then a special tool comes in as a necessity."
Hughes noted one example when Greenleaf engineered a special cutter with inserts positioned in eight different axial and radial locations to machine an unusual contour that saved the customer eight passes with multiple standard cutters.
When a multiple-function tool is not a necessity, end users generally prefer to apply a tool created to perform one operation the best it can, according to Ross Wegryn-Jones, national sales manager for TMFM LLC, Lake Bluff, Ill., which focuses exclusively on making application-specific carbide spline and form milling tools. "Mainly what we push is just our tool as it is and rely on the toolchanger for the rest," he said. "The drill/thread mill isn't all that it's cracked up to be, and people get upset when the tool life of the drill isn't the same as the thread mill."
Hughes noted that an end user may want to consider redesigning a special tool to improve upon an existing special. "All special tools are not created equal," he said. "This is where an experienced cutting tool supplier can help."
In addition to improving upon an existing design, specials are sometimes reengineered when there's a workpiece change or some other alteration to the application. "We would consider that a new special even if it's just a slight modification," Drape said, noting that about 40 percent of the company's business is in engineered specials. "If it's small change, we would maintain the same part number and change the dimension. However, a slight modification may result in a superior tool."
Whatever the goal is for a special, it's rare to apply one for small runs because the initial cost of the tool is almost always higher—sometimes significantly higher—than a standard tool. However, high-volume production is a moving target. "Large volume doesn't have to be millions of components," Drape said. "Large volume could be 50 components if you're in the aerospace industry making very large components where the operation gets repeated over and over. You may go through 10 inserts for one component and you're thrilled with that vs. the previous process."
Machine's Role
In other situations, a special is reengineered to boost productivity by switching tool materials. An example is when an end user is applying a HSS hob or form tool and wants to run faster by switching to carbide. However, replacing HSS with carbide won't necessarily allow a shop to increase its cutting speed.

Courtesy of TMFM
A special spline mill engages the workpiece. TMFM custom made the inserts to match the form at hand.
"A lot of times what we're waiting for is a new machine capable of running our product," Wegryn-Jones said. "The problem is the machine tools that they're using are geared for high-speed steel. For us to come in with carbide would be a huge no-no. The biggest limitation we run into is the machine tool isn't what we need to make it fly."
Wegryn-Jones noted that TMFM can often eliminate the need to purchase capital equipment by, for example, milling broached forms in a machining center rather than buying a broaching machine. However, end users may have unrealistic expectations about a machine tool's capabilities, he added, especially the mill/turn variety. "Yes, it has milling capability but it has an ER 32 spindle, which accepts a ¾ " shank—maximum," Wegryn-Jones said. "That throws indexable carbide out the window and now we're into solid carbide, which we'll do."
According to Accavallo, engineered specials that perform multiple operations are especially beneficial on multitask machines where tool changes can significantly increase cycle time.
Regardless of the machine, Accavallo said Sandvik Coromant always calculates a machine's horsepower and torque requirements prior to designing a tool. "Whether we draw too much horsepower or we don't meet the requirements for surface finish or cycle time or any little thing, we'll redesign the tool," he said. "When we give a customer a solution, we guarantee the performance."

Courtesy of TMFM
Close-up of a custom insert from TMFM showing the "wraparound" design to generate the correct form.
Drape recalled the example of a customer wanting to take a 0.400 " WOC and a 0.800 " DOC on a machine with a 40-taper spindle, which didn't have adequate horsepower. To overcome the machine's horsepower limitation, HORN optimized the WOC and DOC and the machining process according to the machine itself. "We minimized the width to 0.156 ", took the full depth of 0.800 " in one pass and then staggered the cuts to use all inserts equally," he said. "We also brought the surface speed into the machine's range for maximum horsepower and adjusted the feed rate according to the load on the spindle."
Instead of horsepower, Wegryn-Jones said TMFM is more concerned about the amount of side-load pressure a machine can handle when thread or form milling, and the further a tool extends beyond the gage line the more troubling side-load pressure becomes. To reduce the amount of side-load pressure, TMFM can design a special insert with a skip-tooth form to remove less material per pass, he said.
As machine tool capabilities increase to enable more productivity with standard milling tools, Greenleaf's Hughes said conventional wisdom indicates the need for application-specific specials will decrease. "However, Greenleaf is working with many customers to design application-specific tools for productivity gains," he said, noting that the current downturn in manufacturing frees up time to analyze and improve processes. "Shops that implement productivity improvements now will find themselves ahead of their competition as economic conditions improve."
Customization Targets
The milling tool components targeted for customization by toolmakers varies. With the exception of solid-carbide tools, Wegryn-Jones said TMFM primarily focuses on customizing inserts rather than tool bodies. On the other hand, Hughes noted that Greenleaf usually engineers cutter bodies around standard inserts, but has also designed numerous special inserts that special tool bodies accept.
Courtesy of Greenleaf
A 10 "-dia. application-specific plunge mill engineered by Greenleaf provides a 1.75 " WOC.
Sandvik Coromant designers also try to engineer tool bodies to accept standard inserts. "That's because inserts are the perishable item of the operation," Accavallo said. "A designer pulls from a vast selection of inserts that have already been made as specials or engineered for other uses and will try to build those into a cutter body."
Although a tool body lasts longer than an insert, Drape said it's a misconception that bodies last forever. "The specialized body is perishable as well as the insert," he said. "Over time, the bodies will lose accuracy."
Drape noted that HORN attempts to incorporate as many standardized components as possible, but will engineer milling tools based on a customer's requirements, including designing a specialized clamping system and machine-specific arbor for custom cutter bodies and inserts. "It all comes down to what tool is going to produce the component at the lowest overall cost." CTE
About the Author: Alan Richter is editor of Cutting Tool Engineering, having joined the publication in 2000. Contact him at (847) 714-0175 or [email protected].
Contributors
Greenleaf Corp.
(800) 458-1850
www.greenleafcorporation.com
HORN USA Inc.
(888) 818-HORN
www.hornusa.com
Sandvik Coromant Co.
(800) SANDVIK
www.coromant.sandvik.com/us
TMFM LLC
(877) SPLINE-5
www.tmfmllc.com



