Arbor designed for grinder producing shaped bone fragments
Arbor designed for grinder producing shaped bone fragments
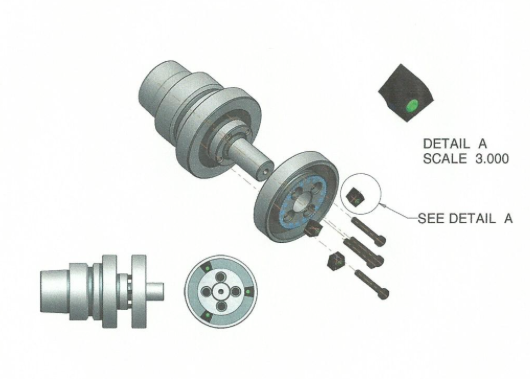
Briney Tooling Systems, Bad Axe, Mich., recently worked closely with a leading medical manufacturer to develop a special HSK50E balanceable grinding wheel arbor for a precision CNC grinding machine producing shaped bone fragments for surgical grafting, according to a company news release issued Jan. 19.
Briney Tooling Systems, Bad Axe, Mich., recently worked closely with a leading medical manufacturer to develop a special HSK50E balanceable grinding wheel arbor for a precision CNC grinding machine producing shaped bone fragments for surgical grafting, according to a company news release issued Jan. 19.
The arbor required a special anti-bacterial/viral chrome plating to comply with the demanding requirements of ISO 13485 for medical OEMs and contract manufacturers, Briney reported.
Briney credited its ability to design, produce and deliver the arbor to the customer in 6 weeks to the company's in-house CNC turning and grinding capabilities, including in-plant heat treatment where the control of the carburizing and hardening process ensures that all tools have 0.050 minimum case depth to maximize tool life and reduce distortion.



