
Thermal and mechanical methods can increase a part’s surface hardness while leaving the inside ductile.
When manufacturing a steel part, sometimes “hard” just isn’t hard enough. Maybe it’s a pin, a joint or an implant barb, but some high-stress areas of the part must be just a little more wear-resistant than others.
“The reason to increase the hardness of a part is so it will wear longer and resist indentation,” explained Andover, Kan.-based consultant and author LaRoux K. Gillespie, Ph.D. “Surface hardening has one advantage over through hardening, which is that the center of the workpiece remains soft and ductile, so the piece won’t break. You get the wear resistance, but because it gives a little, the part will last longer.”
The choice of selective surface-hardening method depends on workpiece size, shape, material and application, but there are two main categories: thermal and mechanical. Thermal hardening uses heat, sometimes in combination with chemicals, to alter the part structure; common methods include induction heating and laser hardening. Mechanical methods, such as shot and laser peening, use physical force to compress the surface and create residual compressive stresses that penetrate below the surface.
Hot, Hot, Hot
According to Gillespie, induction heating is common, but part geometry determines when it can be used.
“Say you’ve got a cylinder and you want to harden a small area of that cylinder,” he said. “You’d basically take a loop of a conductive material, usually copper, put the cylinder through the center of the loop and turn on the current in the loop. The induction currents quickly heat the surface.”
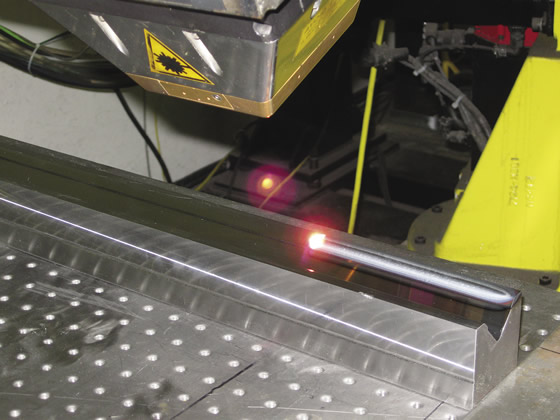
Courtesy of Titanova
Laser hardening works by heating the metal fast enough to defeat conduction cooling as the beam passes over the surface.
The hardening is achieved through rapid cooling, he continued, which occurs when the heated portion is quickly quenched. This changes the molecular structure of the material. If the workpiece is not quenched, the outer surface will temper, or become more ductile.
Peters’ Heat Treating Inc., Erie and Meadville, Pa., offers several forms of heat treating, including induction hardening, carburizing and nitriding, which can be used to achieve selective surface hardening, according to Operations Manager Nathan Bahurinsky.
“We do a lot of induction hardening for our customers in the steel stamping industry,” he noted. “They obviously want the business end of the stamp to be very hard and very wear-resistant, something that won’t deform, but, at the same time, they want the back end to be able to mushroom out a bit to absorb some of the impact.”
To meet these goals, the company will harden the whole part to the customer’s specifications, then use an induction coil to temper the back end to about 20 HRC points lower than the rest of the stamp.
Carburizing is a deep-casehardening process that penetrates from 0.030 " (0.762mm) to 0.060 " (1.524mm), Bahurinsky explained. The process introduces additional carbon into the case through heating to around 1,700° F (927° C), followed by oil quenching. The process results in a hard wear surface, but the tempering results in some deformation, necessitating additional finish machining.
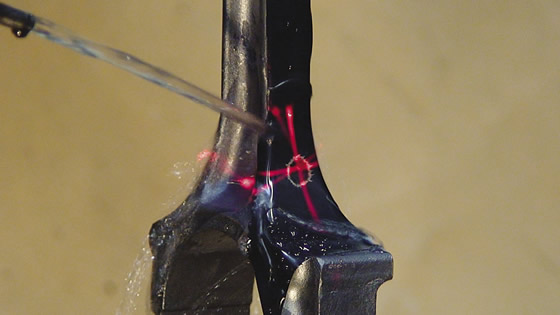
Courtesy of Titanova
Laser peening uses pulsed light to create explosions on a part surface (right), deriving its benefit by driving residual compressive stresses deeper into the material than is possible with shot peening. Water (left) is applied to the treatment area in order to increase the shock pressure developed by the explosion.
Nitriding, on the other hand, is a shallower casehardening method, penetrating 0.003 " (0.0762mm) to 0.012 " (0.3048mm), and is accomplished at 1,000° F (538° C). It can make the part extremely hard with minimal deformation, he said. The result is achieved by diffusing nitrogen into the surface of the metal via three different methods: gas, salt bath and plasma. In gas nitriding, a heated part is exposed to a nitrogen-rich gas, typically ammonia, which diffuses onto the surface to create the nitride layer. Salt-bath nitriding uses a solution of nitrogen- containing salt, such as cyanide salt, while plasma nitriding uses an intense electric field to ionize the gas—usually pure nitrogen.
For the past 8 years, Peters’ has offered Nitreg, a patented gas-nitriding system that allows a higher degree of process control than the salt-bath method, and at a lower cost than the plasma method. In either carburizing or nitriding, the part is exposed to a gas. Paint is applied to sections of a part to block the gas from contacting the metal, preventing the reaction and allowing the gas to selectively harden sections of the part not masked by paint.
The best method for selective surface hardening depends on what the part will be used for, Bahurinsky said. “Nitriding, for example, can create a brittle surface, but it offers very high hardness, so it works best when you have a high base hardness on the material, and then you can finish the part with nitriding once there’s no further machining to be done. That way you wind up with an extremely hard surface finish, up to 65 HRC, on a part that’s already fairly resilient. Carburizing is good for a deeper case, but it still leaves a more pliable core than through hardening, so you’ve got hardness of 58 to 60 HRC on the outside running a couple thou. deep, and the part will bend rather than break under pressure.”
Laser Accuracy
Laser hardening also uses thermal principles to achieve the desired surface hardness, but the process differs greatly from conventional heat treating. For one, a laser is extremely localized—only the area covered by the beam is affected—and the process relies not on increasing the carbon content, but on changing the crystalline structure in metals from ferrite to much-harder martensite.
“The advantage of laser is that you can harden exactly where you want, and you can control the energy output so that you can achieve exactly the case that you need for a given application,” said John Haake, president and founder of Titanova Inc. “That gives you the greatest possible control over distortion of any surface-hardening method. With any heat-treating process, there is always distortion, but when using lasers, not only are you achieving the lowest amount of distortion possible, but that distortion will come out the same on every part in a batch, meaning you can factor in the distortion when designing a part.”
The St. Charles, Mo.-based company uses high-power diode lasers, both direct and fiber-coupled, to heat treat parts. The laser heats the surface of the metal so quickly that it defeats conduction cooling, Haake explained. “If we’re working with carbon steel, what happens is we heat the metal faster than it can cool until you reach the austenitic temperature. So, the beam raises the surface temperature to around 1,800° F, and when the beam passes over the area, conduction cooling is suddenly able to take effect, which quenches the area.”
Lasers can also handle cases as shallow as 0.010 " (0.254mm) and as deep as 0.100 " (2.54mm) and work on complex geometries; rather than creating a new induction coil for each new shape, the operator simply reprograms the machine. However, the precision of lasers can be a double-edged sword due to a condition called back temper.
“Let’s say you’re heat treating a rod,” Haake said. “With induction, you could just pass the whole part through a coil and it will harden the entire surface, but a laser beam has a finite width, which means you’ll need to spiral down the length of the rod, creating multiple paths. When that happens, you wind up back tempering a small width of the most recent path of the spiral, where the two paths overlap.”
If the part starts at 30 HRC, Haake continued, and is laser-hardened to 60 HRC, the back-temper areas will likely clock in from 40 to 50 HRC. Because there is still a marked increase over the original hardness, he explained, back temper is acceptable in roughly 95 percent of applications. However, many highly stressed parts need uniform hardness across the entire working portion for long life. As such, it’s important to consider whether the part can tolerate hardness variations when choosing a hardening method.
Having a Blast
On the mechanical side of hardening, shot peening is a highly localized method.
“The simplest way to do it is with a blasting machine, where you blast the workpiece with small BB-like particles, which indent the surface, compacting it slightly and increasing the surface hardness,” consultant Gillespie explained. Hand-held units, like needle scalers, can also be used to peen small part areas, he continued. These 2mm-dia. rods have ball-shaped ends and shoot out to hit the workpiece, then withdraw back into the device to be shot out again.

Courtesy of Progressive Technologies
Shot peening utilizes physical force to alter the material properties of the surface and increase hardness.
“The most common types of abrasive for shot peen and microblast hardening are glass beads, ceramic beads and cast steel shot,” said Colin Weightman, director of technology for Burbank, Calif.-based blasting equipment manufacturer Comco Inc. “Glass beads don’t leave much residual material on the surface, but they do fracture, which makes them a one-time-use material; after the first use, you are using crushed glass, which gives very different results. Ceramic beads are harder than glass, meaning that for the same impact, you will get more compressive characteristics, and they won’t break down as fast. However, they are expensive—five to 10 times more than glass—and so typically are only used when the media is recirculating. Steel shot is a whole different ballgame, a condition-specific method that requires a certain level of expertise defined by the aerospace industry and federal government regulations.
In addition to surface hardening, blasting is suitable for cleaning, texturing, deburring and etching, depending on the type of blast media.
“Any time you blast the material with an abrasive, you impart some sort of compressive force into that base material,” Weightman said. “If it’s an angular particle, like aluminum oxide, there will certainly be some amount of compressive force, but hardening isn’t necessarily the ideal application [because it isn’t efficient]. However, because you are creating those compressive layers at the same time as you are removing material, in situations where the weight or the size of the part is at a premium, there are some definite advantages to hardening in this way.”
When shot peening simply isn’t precise enough, Comco also offers microblasting, typically for applications where areas of the part can’t be masked because of the geometry or because the abrasive must reach inside a part, Weightman explained. While abrasive particles used in shot peening range from 300µm to 1,000µm (0.0118 " to 0.0394 ") in diameter, microblasting abrasives run from 10µm to 450µm (0.0004 " to 0.0177 ").
Shock(wave) and Awe
While both laser hardening and laser peening use high-energy lasers, that’s where the similarity ends. Laser peening is a mechanical process similar to shot peening, but instead of impacting the surface with physical media, it utilizes pulses of light that produce small explosions on the part surface, which in turn create shockwaves that leave residual compressive stresses up to 10 times deeper than those left by shot peening. According to Stan Bovid, senior metallurgical engineer for Dublin, Ohio-based LSP Technologies Inc., surface hardening is actually a side benefit. The primary goal is creating deep, compressive stresses in the part, which increase its fatigue life.
“Laser peening makes the material more damage-tolerant than shot peening, because the shockwave penetrates much deeper than any kind of direct surface contact,” Bovid said. “Virtually any metallic material will benefit from the residual stress profile following laser peening, and the residual stress profile is really what determines most part life improvements. Materials that don’t workharden well may not see an improvement in surface hardness, but still benefit in terms of overall functional life.”
LSP uses a high-power pulsed neodymium glass laser with a 1,054nm wavelength for laser peening, but Bovid said any laser can be used as long as it has ample power and pulse control. However, LSP says it is the only company selling laser peening equipment.
“I don’t expect that we will ever replace shot peening entirely, but laser peening has the potential to augment existing technology as well as replace it in specific circumstances, once the technology is more widely available,” Bovid said.
The obvious difference between shot and laser peening—a stream of physical material versus a beam of light—is also the source of one of laser peening’s biggest challenges: Because light travels in a straight line, processing complex internal part geometries can be difficult. However, Bovid is quick to point out that this is only a challenge, not necessarily a limitation.
“The process is automated, with at least one side being manipulated by a robot,” he said. “The program is entered into the robot’s control, and either the laser or the workpiece can be maneuvered to reach the necessary angle to peen the desired area.” CTE
Alternative surface hardening methods
There’s a hardening method to fit any application, if you know where to look, according to consultant LaRoux Gillespie. The following are some other specialized hardening techniques.
- Vibration hardening, which is similar to peen hardening, Gillespie said. Instead of focusing on just one point, vibration hardening typically utilizes a vibrating plate, which can harden an entire surface.
- Burnishing essentially compresses the workpiece surface:
- Ball burnishingis best thought of as pressing a metal ball into the workpiece surface, Gillespie explained. “It leaves a depression that looks like the ball, and you do that enough to leave very small indentations all across the surface, compacting the surface material and increasing surface hardness while leaving a unique finish.”
- Roller burnishinguses a roller to roll the metal out “like pie dough, squeezing the metal a little bit, and that hardens most materials,” Gillespie said.
- Deep rolling uses the same principle as roller burnishing, but pushes deeper into the substrate.
- Electron beam hardening is a specialized process that is not well-known, Gillespie said. “We have electron beam treating and electron beam welding, which revolve around—as the name suggests—a very small beam of electrons that can be focused to a very precise diameter.” The biggest challenge with electron beam hardening is that it’s so specialized that it can be difficult to find reliable information on it, let alone a shop that will perform it.
—E. Jones Thorne
Contributors
Comco Inc.
(800) 796-6626
www.comcoinc.com
LaRoux Gillespie
(316) 218-0249
www.larouxgillespie.com
LSP Technologies Inc.
(614) 718-3000
www.lsptechnologies.com
Peters’ Heat Treating Inc.
(814) 333-1782
www.petersheattreat.com
Titanova Inc.
(636) 487-0070
www.titanovalaser.com
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- aluminum oxide
aluminum oxide
Aluminum oxide, also known as corundum, is used in grinding wheels. The chemical formula is Al2O3. Aluminum oxide is the base for ceramics, which are used in cutting tools for high-speed machining with light chip removal. Aluminum oxide is widely used as coating material applied to carbide substrates by chemical vapor deposition. Coated carbide inserts with Al2O3 layers withstand high cutting speeds, as well as abrasive and crater wear.
- burnishing
burnishing
Finishing method by means of compressing or cold-working the workpiece surface with carbide rollers called burnishing rolls or burnishers.
- carburizing
carburizing
Absorption and diffusion of carbon into solid ferrous alloys by heating, to a temperature above the transformation range, in contact with a suitable carbonaceous material. A form of casehardening that produces a carbon gradient extending inward from the surface, enabling the surface layer to be hardened either by quenching directly from the carburizing temperature or by cooling to room temperature, then reaustenitizing and quenching.
- casehardening
casehardening
Generic term covering several processes applicable to steel that change the chemical composition of the surface layer by absorption of carbon, nitrogen or a mixture of the two and, by diffusion, create a concentration gradient. Processes commonly used are carburizing, quench hardening, cyaniding, nitriding and carbonitriding.
- fatigue
fatigue
Phenomenon leading to fracture under repeated or fluctuating stresses having a maximum value less than the tensile strength of the material. Fatigue fractures are progressive, beginning as minute cracks that grow under the action of the fluctuating stress.
- fatigue life
fatigue life
Number of cycles of stress that can be sustained prior to failure under a stated test condition.
- ferrite
ferrite
Solid solution of one or more elements in body-centered cubic iron. Unless otherwise designated, for instance, as chromium ferrite, the solute is generally assumed to be carbon. On an equilibrium diagram, there are two ferrite regions separated by an austenite area. The lower area is alpha ferrite and the upper area is delta ferrite. If there is no designation, alpha ferrite is assumed. Not more than 0.04 percent carbon can be dissolved in alpha iron. Ferrite is stable below 1,670º F (910º C); it is soft, highly ductile, and magnetic. Ferrite loses its magnetic property above 1,414º F (768º C).
- hardening
hardening
Process of increasing the surface hardness of a part. It is accomplished by heating a piece of steel to a temperature within or above its critical range and then cooling (or quenching) it rapidly. In any heat-treatment operation, the rate of heating is important. Heat flows from the exterior to the interior of steel at a definite rate. If the steel is heated too quickly, the outside becomes hotter than the inside and the desired uniform structure cannot be obtained. If a piece is irregular in shape, a slow heating rate is essential to prevent warping and cracking. The heavier the section, the longer the heating time must be to achieve uniform results. Even after the correct temperature has been reached, the piece should be held at the temperature for a sufficient period of time to permit its thickest section to attain a uniform temperature. See workhardening.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- heat-treating
heat-treating
Process that combines controlled heating and cooling of metals or alloys in their solid state to derive desired properties. Heat-treatment can be applied to a variety of commercially used metals, including iron, steel, aluminum and copper.
- induction hardening
induction hardening
Surface-hardening process in which only the surface layer of a suitable ferrous workpiece is heated by electromagnetic induction to above the upper critical temperature and immediately quenched.
- martensite
martensite
Formed during rapid cooling of austenite at the temperature rate higher than 500º F (260º C) per second. Such rapid cooling causes restructuring of crystalline lattice of gamma iron into crystalline lattice of alpha iron in which carbon is fully dissolved. Because only 0.04 percent carbon can be dissolved in alpha iron, the excessive amount of carbon transforms into supersaturated solution of carbon in alpha iron. This type of solution is called martensite, which is characterized by an angular needlelike brittle structure and high hardness (greater than 60 HRC).
- nitriding
nitriding
Introducing nitrogen into the surface layer of a solid ferrous alloy. This is done to increase hardness, wear resistance and fatigue strength.
- peening
peening
Mechanical working of a metal by hammer blows or shot impingement.
- process control
process control
Method of monitoring a process. Relates to electronic hardware and instrumentation used in automated process control. See in-process gaging, inspection; SPC, statistical process control.
- quenching
quenching
Rapid cooling of the workpiece with an air, gas, liquid or solid medium. When applicable, more specific terms should be used to identify the quenching medium, the process and the cooling rate.
- residual stress
residual stress
Stress present in a body that is free of external forces or thermal gradients.
- shot peening
shot peening
Cold working a metal’s surface by metal-shot impingement.
- tempering
tempering
1. In heat-treatment, reheating hardened steel or hardened cast iron to a given temperature below the eutectoid temperature to decrease hardness and increase toughness. The process also is sometimes applied to normalized steel. 2. In nonferrous alloys and in some ferrous alloys (steels that cannot be hardened by heat-treatment), the hardness and strength produced by mechanical or thermal treatment, or both, and characterized by a certain structure, mechanical properties or reduction in area during cold working.
- wear resistance
wear resistance
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.
Author

Evan Jones Thorne, who served as associate editor of Cutting Tool Engineering magazine through February 2017, holds a bachelor’s degree in English and communications from Northern Illinois University. Evan joined Cutting Tool Engineering in October 2013.






