Medieval soldiers did it to strengthen their armor, Civil War engineers did it to improve gun and cannon barrels, railroad men did it to locomotive axles before they rolled into the untamed West and Henry Ford did it to enhance parts bound for his new invention, the assembly line. More recently, aircraft manufacturers began doing it to virtually every square inch of their metal wares before sending them skyward.
What shared action connects these warriors, inventors and manufacturers? The cold working of metal workpieces.
All Stressed Out
Cold working is the plastic deformation of metal, a process that takes place below the material’s recrystallization point (i.e., at room temperature) to improve strength and hardness while reducing ductility. Shot peening is a common type of cold working. It is done by directing balls, or shot, at a workpiece at speeds faster than a Top Fuel dragster crossing the finish line. The result is a series of overlapping dimples on the part surface, which induce residual compressive stresses in the metal.
Repeatedly striking metal surfaces in this manner enhances fatigue resistance, reducing the chance of cracking or stress corrosion in parts such as turbine discs, springs, gears, engine parts, landing gear and aircraft wheels.
Dave Breuer, director of North American sales for surface technologies specialist Curtiss-Wright Corp., Paramus, N.J., said his customers have the company shot-peen everything from 8,000-lb. shafts used in mining equipment to the tiny gears that drive electric power tools.
Breuer added that shot peening is performed on such a wide range of components that the company must stock dozens of different media, from balls the size of sand grains to shot large enough to fill the barrel of a BB gun. In addition to steel, shot is made of ceramic, glass and stainless steel, and ranges in cost from a few hundred to a thousand dollars or more per ton. Much of this media can be used repeatedly, although friable shot, such as glass and ceramic, typically breaks down far more quickly when subjected to the cruel pounding that occurs when shot peening.
Shot must be harder than the material being peened. Hitting a cast iron cylinder head with annealed steel shot, for example, would be like shooting marshmallows at a concrete wall. In this case, hardened steel media would be more effective. Softer materials, such as aluminum, would likely be peened with stainless steel or ceramic balls, depending on the application.
Lifting the Lid
While shot peening media is fairly inexpensive, the equipment isn’t. A manual, air-powered shot blast cabinet suitable for a small machine shop might sell for a few thousand dollars. But such lightweight equipment is geared more towards cleaning and scale removal and would almost certainly fail to meet the quality requirements of aerospace or medical customers. Anyone serious about shot peening might easily spend $100,000 for one machine, or millions for a large, automated system.

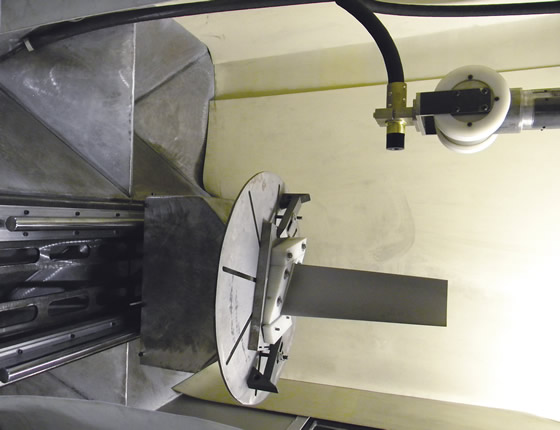
A thin metal workpiece is securely held on a rotary table prior to shot peening. Image courtesy Innovative Peening Systems.
Dan Dickey, owner of equipment provider Innovative Peening Systems, Norcross, Ga., said shot peening has evolved substantially over the past 20 years. “It used to be a matter of throwing a whole bunch of balls at the part in hopes that you strike it in all areas; the technology available today is much more motion-controlled. You decide where on the part you want to hit, then program that into the machine, and the nozzle directs the balls at the exact spot desired. You can strike it quick and be done with it.”
The move from carpet bombing to sniper shots makes shot peening far more cost-effective than in generations past. CNCs and robotic part handling reduce air and power consumption while greatly increasing throughput. “Shot peening is a complex process that requires precise shot delivery to be efficient,” Dickey said. “That’s because every part is different, with its own unique curves and features. This can have a dramatic effect on shot intensity and change the angle at which the shot strikes. If you’re hitting at a flat angle, for example, the shot just skips off and there’s not much of a dent, as opposed to hitting it at 90°, which is the best angle for penetration. So it’s important to always follow the contour of the part while keeping the nozzle perpendicular, adjusting the speed as you move into and out of internal corners. That’s the key to successful shot peening.”

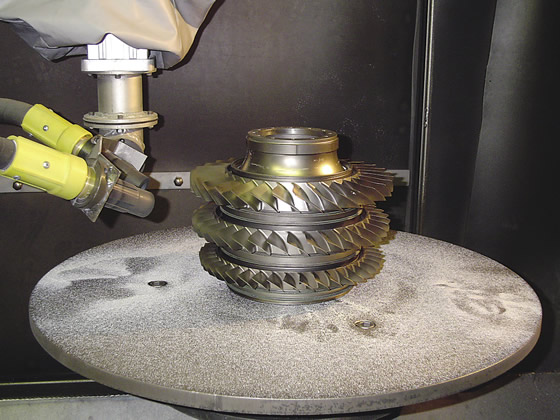
An operator performs a setup via teach mode on a CNC shot peening machine. Image courtesy Innovative Peening Systems.
Dickey said the lion’s share of his equipment is automated and typically has one 4-axis shot nozzle and 2-axis control of the workpiece. Despite having six axes to contend with, programming requires little more than driving the part and nozzle through the desired motions with the machine in teach mode, then allowing the CNC to repeat the pattern. After that, being successful with shot peening is largely a matter of monitoring media flow and air pressure.
Not all shot peening systems need air to propel their payload. Rose Hill, Kan.-based equipment manufacturer Viking Blast & Wash Systems builds machines that send shot flying via a spinning wheel. “Our equipment has an impeller mounted to a wheel that’s driven by an electric motor,” said Martin Freund, Viking’s sales and customer service manager. “Media is released near the center of the wheel, which is then distributed across the individual blades and projected towards the workpiece.” For example, a 15 " (381mm) wheel spinning at 3,450 rpm propels media at about 285 ' (86.9m) a second. However, a control gauge can be used to advance or retard the rate of the wheel’s rotation, making the blast pattern and velocity tunable, he added.

Aircraft wings are formed components made by a combined process involving saturation peening and peen forming. Image courtesy Wheelabrator Group.
Shot peening is commonly used on aircraft components and turbines to relieve residual stress. Image courtesy Wheelabrator Group.

In shot peening, small metal balls propelled at a high velocity create dimples on the surface of a metal workpiece. This generates compressive stresses and enhances metallurgical properties. Image courtesy Wheelabrator Group.
Round and Round
When comparing wheel to air-driven machines, there are pros and cons to each. One advantage air has over its mechanical counterpart is velocity, and in some cases achieves roughly twice the shot speed as wheel-driven machines: 600 ft./sec. (182.9 m/sec.) is not unusual. Air peeners can, therefore, hit metal with far more force than wheel machines, thus creating deeper dimples and potentially greater surface conditioning. They are also more “surgical” than wheel-type shot peeners, meaning air peeners able to work in tight corners and blind openings and on complex surfaces. Yet air peening machines use copious amounts of compressed air to operate, enough that dedicated compressors are often called for. Also, some in the industry argue that higher media velocities—whether from air or mechanical sources—are generally not called for, and that air is best used for high-intensity peening applications.
For peening large areas, where massive quantities of shot must be applied as quickly as possible, nothing but a wheel-driven shot peener will do. Some wheel peening machines have flow rates of 1,000 lbs. (453.6 kg) of shot per minute, compared to about 30 lbs. (13.6 kg) for an air-driven peener. This makes them a clear choice for big jobs, such as structural-steel conditioning, blasting plate for ships and earth moving machinery, and foundry applications, where large quantities of castings are processed in batches.
Ron Wright, automated air blast and peening manager for North America at Wheelabrator Group Inc., LaGrange, Ga., emphasized the benefits of wheel technology. “Speed is the major factor for many components,” Wright said. “Imagine a wingspan that starts out as a large, flat sheet of aluminum. By using a wheel peener on that, you can cover an area several inches wide at a rate of 3 ' to 4 ' per minute, depending on the amount of shot being applied. With overlapping wheels, you might complete an entire wing span for a commercial aircraft in less than an hour.”
Peening such as this goes beyond surface conditioning, Wright explained, and is more akin to blacksmithing. By applying compressive stresses to one side of a sheet metal workpiece, the metal begins to curl towards the peen source, thus forming the curved shapes used in aircraft.
“If you look carefully at a wing on a passenger plane, you’ll see that it’s actually a formed component,” Wright said. “This is done through a combined process of saturation peening and peen forming. Saturation peening is the same method that’s applied to the aircraft frame, landing gear, wheels and engine components, except the skin of the wing is then peened on one side. It’s a little like beating it into shape with a hammer.”
With flow rates up to 500 tons of shot per hour or more, some might be concerned about the operating costs that come with wheel peening. Wright said there’s nothing to worry about. “We reclaim 100 percent of the material. It’s constantly being cleaned, recycled and classified, and the stuff that’s been turned into dust gets spit out automatically. Only very small amounts are needed for replenishment.”

Peening deep
When traditional shot peening doesn’t fulfill the needs of the job, manufacturers turn to laser peening.
Dr. David Sokol, director of research at LSP Technologies Inc., Dublin, Ohio, said the technology uses a high-energy, pulsed laser beam to produce a compressive shock wave, which introduces plastic strain into a metal surface. This produces compressive residual stresses up to 5.0mm (0.197 ") deep, depending on the material and processing conditions.
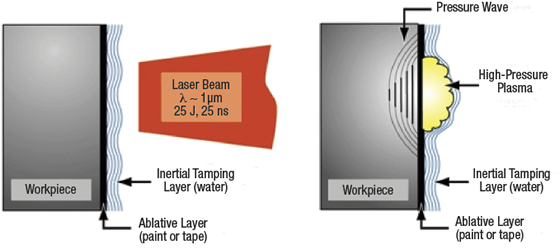
Laser peening is used in areas that shot peening cannot reach or where the depth of mechanically generated dimples is insufficient to achieve the desired results. Image courtesy Curtiss-Wright.
Just like mechanical peening, laser peening increases fatigue life and strength in parts. The difference is depth. According to Sokol, shot peening penetration is limited to less than 0.025 " (0.6 mm), whereas laser peening penetrates up to 10 times that amount, so it can be used in part locations where shot peening does not sufficiently relieve residual stresses to meet fatigue requirements. And because laser peening doesn’t rely on flying balls to do its work, it’s more accurate and repeatable and can often be applied to specific areas of a workpiece without the need for a mask. The process involves application of Nd:glass, YAG (yttrium aluminum garnet) or YLF (yttrium lithium fluoride) laser-emitting pulses 10 to 30 nanoseconds in length, with energy levels up to 50 joules—producing pressures up to roughly 1 million lbs./sq. in.—focused on a spot no larger than the diameter of a pencil. “LSP Techologies Inc. is working toward reducing the cost of laser peening by employing diode-pumped lasers that can operate at repetition rates up to 60 Hz,” Sokol said.
While a laser peens harder and faster than a steel ball can ever hope to, it does not heat the metal. For this reason, laser peened parts are strengthened without the cold working associated with shot peening, allowing parts to operate in high-temperature environments without risk of degradation.
Curtiss-Wright’s Dave Breuer said laser peening prevents fretting fatigue and foreign-object damage better than shot peening. “Think about the blades on a jet engine,” he said. “They’re prone to damage from rocks and other kinds of debris that can chip or ding those blades. In critical areas like this, you need a compressive layer that is deeper than the nick or the ding.”
Breuer said 90 percent of fatigue application problems can be solved with shot peening, which has been in use for nearly 50 years and is a well-controlled process that’s relatively inexpensive. But for the other 10 percent of parts, laser peening makes a huge difference. “You look at laser peening where shot peening doesn’t work. It’s expensive—maybe 10 times the cost of shot peening—so isn’t going to be used on a transmission gear that can be peened for a few bucks. But for folks who make critical rotating parts, such as jet engines or power generating turbines, where a thrown fan blade can make for a real bad day, spending the extra money makes sense.”
—K. Hanson
Contributors
Curtiss-Wright Corp.
(201) 843-7800
www.cwst.com
Innovative Peening Systems
(770) 246-9883
www.ipeenglobal.com
LSP Technologies Inc.
(614) 718-3000
www.lsptechnologies.com
Viking Blast & Wash Systems
(800) 835-1096
www.vikingcorporation.com
Wheelabrator Group Inc.
(800) 544-4144
www.wheelabratorgroup.com
Related Glossary Terms
- cold working
cold working
Deforming metal plastically under conditions of temperature and strain rate that induce strain hardening. Working below the recrystallization temperature, which is usually, but not necessarily, above room temperature.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- ductility
ductility
Ability of a material to be bent, formed or stretched without rupturing. Measured by elongation or reduction of area in a tensile test or by other means.
- fatigue
fatigue
Phenomenon leading to fracture under repeated or fluctuating stresses having a maximum value less than the tensile strength of the material. Fatigue fractures are progressive, beginning as minute cracks that grow under the action of the fluctuating stress.
- fatigue life
fatigue life
Number of cycles of stress that can be sustained prior to failure under a stated test condition.
- fatigue resistance
fatigue resistance
Ability of a tool or component to be flexed repeatedly without cracking. Important for bandsaw-blade backing.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- payload ( workload)
payload ( workload)
Maximum load that the robot can handle safely.
- peening
peening
Mechanical working of a metal by hammer blows or shot impingement.
- plastic deformation
plastic deformation
Permanent (inelastic) distortion of metals under applied stresses that strain the material beyond its elastic limit.
- recrystallization
recrystallization
1. Formation of a new, strain-free grain structure from that existing in cold-worked metal, usually accomplished by heating. 2. Change from one crystal structure to another, as occurs on heating or cooling through a critical temperature.
- residual stress
residual stress
Stress present in a body that is free of external forces or thermal gradients.
- shot peening
shot peening
Cold working a metal’s surface by metal-shot impingement.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].







