--------------
END USER: Continental Motors Inc., (800) 718-3411, www.genuinecontinental.aero. CHALLENGE: Boost productivity when rough and finish milling cast aluminum crankcases. SOLUTION: PCD-tipped, cartridge-type facemills. SOLUTION PROVIDER: Ingersoll Cutting Tools, (866) 690-1859, www.ingersoll-imc.com
---------------
Aluminum is not generally considered a difficult-to-machine material, but aluminum castings are rife with abrasive mineral alumina, or aluminum oxide, which can quickly blunt cutting edges. This posed a challenge for Continental Motors Inc., Mobile, Ala., a manufacturer of piston-type engines. Fortunately, the company found a new cartridge-type facemill tooled with PCD-tipped inserts that dramatically improved roughing and finishing cast aluminum crankcases.
According to Continental, the facemill significantly improved flatness and finish, quadrupled the material-removal rate when roughing vs. an indexable-carbide-insert mill and doubled the mrr when finishing vs. another cartridge-type facemill with PCD-tipped inserts.
In mid-2011, Continental standardized on TEDI MILL facemills from Ingersoll Cutting Tools, Rockford, Ill., to rough and finish cast aluminum crankcases. The operations involve heavy interrupted cuts and are run continuously on a Toyoda FH630SX horizontal machining center to produce 1,750 crankcases annually at the 250-worker shop. The crankcases measure 12 " to 15 " high and 22 " to 30 " long. Two faces actually require machining: an inner face that provides the seal and an outer face for aesthetics.
TEDI MILL facemills are the only cutting tools offered as standards from Ingersoll’s sister company in the IMC Group, Italian Technical Diamond Co. SRL (IT.TE.DI), Arezzo, Italy. Heretofore, the company specialized in custom PCD and PCBN boring tools. Ingersoll brought the TEDI MILL line to the U.S. market in 2011, first as a special and now as a standard.
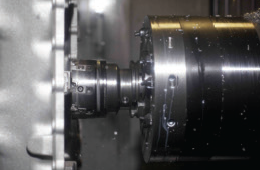
Courtesy of Ingersoll Cutting Tools
Continental Motors quadrupled the mrr when roughing and doubled the mrr when finishing cast aluminum crankcases after switching to the TEDI MILL facemill from Ingersoll Cutting Tools.
According to Ingersoll, the cutter has a rigid cartridge seating, accepts positive-rake cartridges, delivers coolant up to 1,000 psi directly to the cutting edge and offers 2µm axial adjustment of cartridges. Instead of corner radii, the inserts have a 45° chamfer, which reduces cutting forces and resultant machining stresses by as much as 50 percent, depending on the machining parameters. In addition, the facemills are factory-balanced to run as high as 20,000 rpm and 16,000 sfm. Craig Bastian, Ingersoll’s product manager for the IT.TE.DI. line, noted the tools withstood 54,000 rpm in independent tests.
Mike Brown, Continental’s manufacturing engineer, was skeptical at first—until a demonstration on the shop floor showed a 6 " TEDI MILL facemill could reliably run at 10,000 rpm and a 400-ipm feed rate.
The retooling began during Brown’s regular plant walk-through with Bruce Burroughs, field application engineer for Ingersoll, when the focus turned to reducing finish-milling cycle time. On large crankcases, the long cycle time and high axial cutting forces caused heat from machining to often build up to the point where the parts had to be unclamped and reclamped to relieve machining stresses. The previous cutter was a standard 6 " cartridge-type facemill tooled with 0° rake PCD inserts.
Burroughs recommended the TEDI MILL facemill. “In the TEDI MILL cutter, the cartridge is clamped to stop movement in one direction and wedged to stop movement in the other direction,” he said.
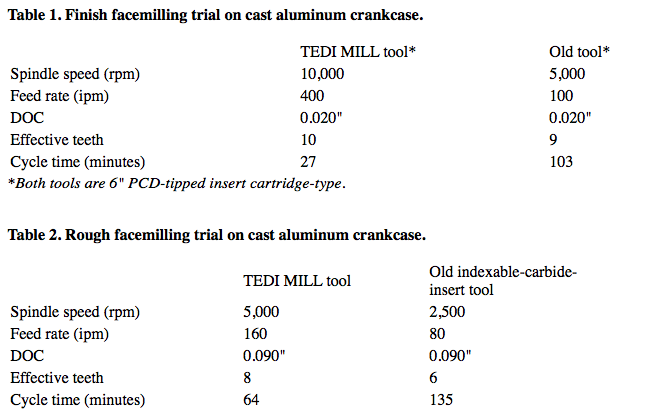
Trials were conducted on Continental’s Toyoda, which validated the new tool and established machining parameters (Table 1). When going operational, Continental slightly reduced the speeds and feeds. That’s because one of the machinists once worked for a machine rebuilder and had seen a lot of spindle damage. He convinced Brown to be conservative, and the operation ran without incident from day one.
Brown also asked Burroughs about an alternate 4 " facemill for roughing the crankcases, which Continental previously performed with a facemill with carbide inserts. Burroughs again recommended a TEDI MILL facemill with PCD-tipped inserts. The roughing trial, which ran on the same day as the finish-milling test, doubled throughput (Table 2). Continental immediately adopted the 4 " TEDI MILL for roughing.
“All told, the operation has kept running better and better since the retooling,” Burroughs said. “The cutting area stays cooler as well, reducing part distortion due to machining stresses that can either increase reject rates or require lower material-removal rates to maintain flatness.”
Based on his experience so far, Brown plans to standardize on the TEDI MILL facemills for all operations that run on milling machines with the requisite spindle speed and coolant plumbing. “TEDI MILLs are not cheap, so there’s no reason to put them on machines that can’t take full advantage of all their features,” he said.
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- aluminum oxide
aluminum oxide
Aluminum oxide, also known as corundum, is used in grinding wheels. The chemical formula is Al2O3. Aluminum oxide is the base for ceramics, which are used in cutting tools for high-speed machining with light chip removal. Aluminum oxide is widely used as coating material applied to carbide substrates by chemical vapor deposition. Coated carbide inserts with Al2O3 layers withstand high cutting speeds, as well as abrasive and crater wear.
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- facemill
facemill
Milling cutter for cutting flat surfaces.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- polycrystalline cubic boron nitride ( PCBN)
polycrystalline cubic boron nitride ( PCBN)
Cutting tool material consisting of polycrystalline cubic boron nitride with a metallic or ceramic binder. PCBN is available either as a tip brazed to a carbide insert carrier or as a solid insert. Primarily used for cutting hardened ferrous alloys.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.





