An abrasive waterjet machine demonstrates its fullest advantages when it cuts complex geometries in a variety of materials. The software package that drives the machine makes the biggest contribution to waterjet utility and overall cost control. Waterjet machines initially used G code, but they exhibit special physics and geometric considerations that traditional cutting methods can’t handle. To program the advancements in tapers, corner passing and a plethora of cutting models, some waterjet builders have moved to more integrated controllers.
A waterjet has three major components: the pump, nozzles and controller. Because a waterjet behaves differently from traditional CNC machine tools, the controller takes on paramount importance. Advanced cutting models enable the software to control the machine’s motion faster and more precisely to generate exactly the result that the programmer intended. With the right controller software, the waterjet OEM focuses on programming as a foundation of the machine tool rather than as an afterthought.
The best waterjet manufacturers develop their controller software in conjunction with their AWJ hardware. Using empirical data on how the jet stream acts in each configuration of nozzle, abrasive and material, software developers can account accurately for what happens at every point along a toolpath. From the data, programmers can produce cutting models to input the precise calculations that are critical to AWJ functionality. The
outcome is a combination of hardware and software that saves money with cutting time, cutting pressure, abrasive consumption, water use and the workpiece material all optimized in the controller’s cutting models.

The Tilt-A-Jet allows automatic elimination of tapers. Image courtesy of Joyce Photography Inc.
Omax Corp.’s programmers have worked to hone AWJ cutting through several iterations of IntelliMax software. In the early 1990s, the first-generation software was built on the geometry of how an AWJ behaved. By the third generation, improved processing power and better code capabilities allowed a stronger understanding of corner production and motion control for enhanced cut quality and speed.
The current fourth generation of IntelliMax has benefited from further study of cutting models. Omax has conducted thousands of empirical tests on thousands of material samples to comprehend how an AWJ functions in each case. With the second generation of IntelliMax, an Omax machine could process a gear with eight teeth and a 26" toolpath in 30 minutes. The fourth generation can cut 20 teeth and a 63" toolpath in the same amount of time.
Evolved software can make a huge difference in efficiency. For example, a 94-ksi intensifier pump with second-rate software cut a 40" toolpath of a Geneva wheel in 50 seconds and consumed 1 lb. of abrasive. A 60-ksi direct-drive pump paired with better software cut the same part in 41 seconds with only 0.68 lb. of abrasive. The time and abrasive savings are obvious, with the improved software complementing the efficient direct-drive pump.
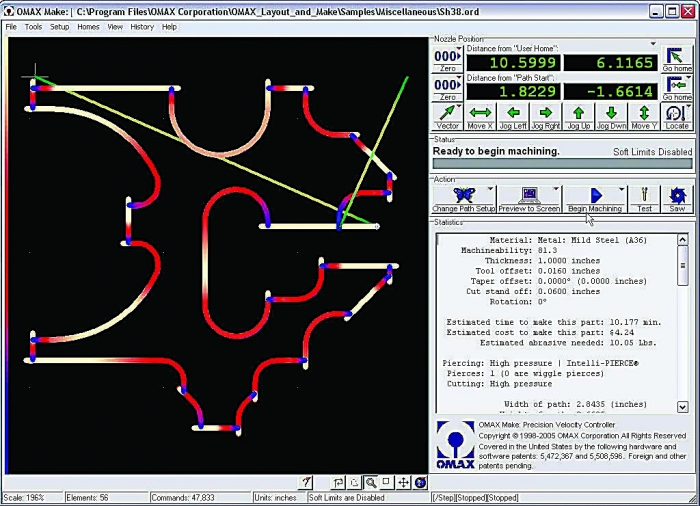
A test part shows corner passing and speed in the fourth generation of IntelliMax software. Image courtesy of Omax
Software progress moves beyond standard AWJ operations. Taper compensation software and hardware, which are options for some waterjets, can position the nozzle at an angle calculated by the software to exactly offset the taper. The taper doesn’t disappear—it simply moves to a scrap area of the material, leaving the part with precisely square edges. With a tilting head, the controller can quicken even straight sections of the toolpath just a little bit by tilting into the cut to improve surface finish with less need to reduce cutting speed. For operators, a click of an interface button enables taper compensation.
When considering waterjet controller software, think about how your business and machine tool will evolve with you. Some OEMs provide free software upgrades so a waterjet always works to the best of its ability.
If you had bought an AWJ with progressive software 20 years ago and made no improvements to the machine other than regularly updating its software, you would have noticed your manufacturing time accelerating tremendously with each software upgrade. These increases in speed would have saved money with electricity, water and other consumables. In addition, the growth in software capabilities would have made it possible for you to take on more waterjet cutting work.
In another 20 years, how will your software have improved your waterjetting?
Contact Details
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- abrasive waterjet ( AWJ)
abrasive waterjet ( AWJ)
System that uses high-pressure waterjets in combination with a slurry of fine abrasive grains to machine materials. See waterjet cutting.
- abrasive waterjet ( AWJ)2
abrasive waterjet ( AWJ)
System that uses high-pressure waterjets in combination with a slurry of fine abrasive grains to machine materials. See waterjet cutting.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.
- waterjet cutting
waterjet cutting
Fine, high-pressure (up to 50,000 psi or greater), high-velocity jet of water directed by a small nozzle to cut material. Velocity of the stream can exceed twice the speed of sound. Nozzle opening ranges from between 0.004" to 0.016" (0.l0mm to 0.41mm), producing a very narrow kerf. See AWJ, abrasive waterjet.
Author

Joshua Swainston is the content marketing writer at Omax Corp., Kent, Washington. For more information, call 800-838-0343 or visit www.omax.com.







