CoroMill 176 Gear Milling Tools
CoroMill 176 Gear Milling Tools
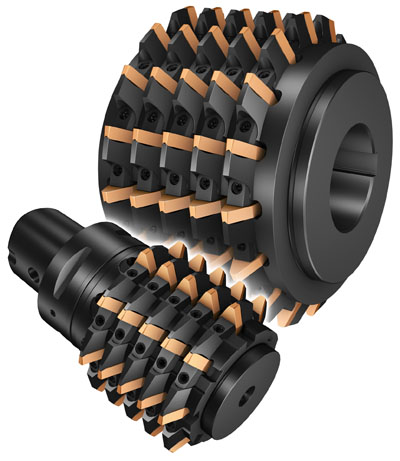
Sandvik Coromant Co. has expanded the CoroMill 176 range of full profile hobs for spur gears, helical gears and splines to incorporate module 3-10 applications.
Sandvik Coromant Co. has expanded the CoroMill 176 range of full profile hobs for spur gears, helical gears and splines to incorporate module 3-10 applications.
First introduced nearly 2 years ago, CoroMill 176 is an indexable insert hob that can reduce cutting time by up to 70 percent, largely through the application of cutting speeds up to four times higher than conventional high speed steel (HSS) cutters and a large number of effective inserts, according to the company. The cutter offers a full-effective design compared to the half-effective designs on multi-segment hobs with tangentially mounted inserts. Furthermore, tool life is up to six times longer, which means machine downtime is also reduced in direct proportion. Another advantage is that HSS tools necessitate the purchase of several tools, which must be monitored closely due to the need for re-sharpening and re-coating.
CoroMill 176 was initially launched in modules 4-6, however, it soon expanded to incorporate modules 4-8, and has now been announced to range from modules 3-10 (module is the pitch diameter divided by the number of teeth). Available for roughing, semi-finishing and finishing operations, this innovative assortment of tools offers a solution for both hobbing machines and on multi-task machines/five-axis machining centers. CoroMill 176 is available for arbor mounting as well as Coromant Capto integrated version.
Hobs can be supplied with standard carbide inserts for generating gear profiles in accordance with DIN3972-2, although Custom Made options are also available for specific profiles with, for example, addendum modification, protuberance, tip chamfer and tip relief. Insert grade GC1030 with multi-layer coating is offered for high levels of wear resistance and edge line toughness in ISO P (steel) gear milling operations. Numerous global installations have proven that this concept is very attractive to boost productivity and cut cost in gear and spline manufacturing. The hob is registered in accordance with DIN3968 class B, but generates a gear quality extremely close to what can be expected from a class A hob. Insert changing is quick and easy, and yet features modern wedge-clamping technology for positional repeatability and the groundbreaking iLock interface for high precision and stability.



