CrazyDrill Flex
CrazyDrill Flex
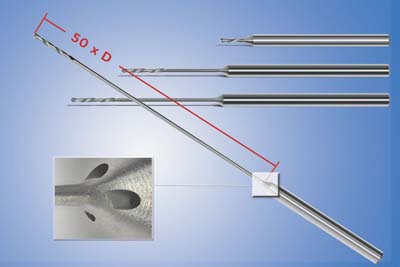
One year ago, Mikron Tool introduced flexible solid carbide drills and earned respect from the producers of deep hole drills, because these drills, starting at 0.1mm diameter, achieved drilling depths up to 30 x D. Today, the Swiss tool producer takes another step forward and expands their drilling program of CrazyDrill Flex. We are now talking about drilling depths up to 50 x D with integrated cooling which is indispensable for these extreme drilling depths. Also new is an option especially for the machining of Titanium.
One year ago, Mikron Tool introduced flexible solid carbide drills and earned respect from the producers of deep hole drills, because these drills, starting at 0.1mm diameter, achieved drilling depths up to 30 x D. Today, the Swiss tool producer takes another step forward and expands their drilling program of CrazyDrill Flex. We are now talking about drilling depths up to 50 x D with integrated cooling which is indispensable for these extreme drilling depths. Also new is an option especially for the machining of Titanium.
Many characteristics of the new, extra-long tool resemble its "precursor": Just like the first version of CrazyDrill Flex, this new version keeps the special features of the flexibility of a HSS drill and the precision and long tool life of a solid carbide drill (and, is such a tool). Also this version has a flexible centerpart between the drill section and the clamping shank allowing the necessary elasticity to the tool which guarantees a sure-process drilling even under difficult circumstances (for example, drilling with alignment errors or under unstable circumstances). New is the length starting at 0.3mm diameter and drilling depths up to 50 x D. Also new is the integrated cooling in the tool. The coolant is conducted through the shank and is therefore effective on every pecking and always guided directly to the cutting edge, independently of the tool length. Due to the special configuration and profile of the coolant holes, a very concentrated stream is achieved and able to clean the flutes. Also in case of high speed the coolant stream remains concentrated. Beside the conventional cutting oil, it's also possible to apply an air-oil-mist lubrication.
The success of the CrazyDrill Flex is based on a controlled drilling process with cosistent and frequent pecking. Normally, you machine with drill steps of 0.5 up to 1 x D; cutting speed and feed depend on the material to machine but compared to the "short" version, it has to be reduced slightly. Before operating with this tool for the first time, we recommend to ask for some "initial help" from the specialists at Mikron Tool. Topping off this program is an execution with modified geometry, especially adapted for the machining of Titanium. Also for this version it should be noted: for drilling depths up to 30 x D, the Flex drill works very well with external lubrication. For drilling depths up to 50 x D the Flex drill has an internal cooling in the shank.
Everybody who has experience with this type of difficult machining conditions, knows that a previous centering resp. pilot drilling, is an important factor. For this purpose the user has a complimentary program at their disposal with adapted geometry from the CrazyDrill family for both options.
The Flex drills are available in steps of one hundredth millimeter (from stock in steps of five hundredths millimeter) for drilling depths of 50 x D, as well as the "shorter" lengths of 20 x D and 30 x D, as to date.



