EPPINGER HT-Type Hypoid Gearboxes
EPPINGER HT-Type Hypoid Gearboxes
EXSYS Tool Inc. has further expanded its EPPINGER gearbox offerings to include the HT-type hypoid gearboxes that feature compact, robust designs suitable for both specific and dynamic applications. The EPPINGER HT-type hypoid gearboxes have monobloc housings that distinguish this series with enhanced stability, precision and efficiency.
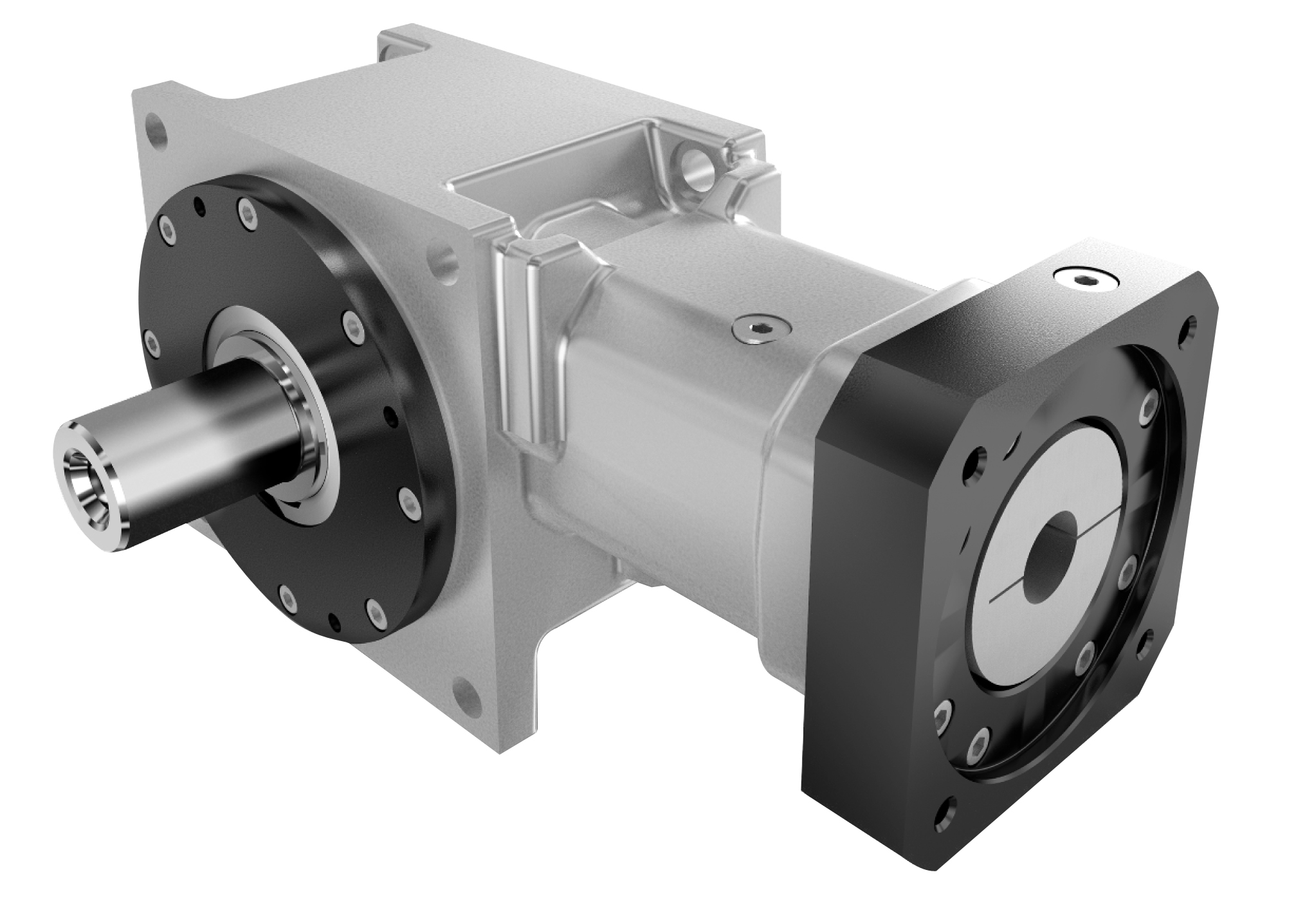
EXSYS Tool Inc. has further expanded its EPPINGER gearbox offerings to include the HT-type hypoid gearboxes that feature compact, robust designs suitable for both specific and dynamic applications. The EPPINGER HT-type hypoid gearboxes have monobloc housings that distinguish this series with enhanced stability, precision and efficiency. A highly flexible flange and coupling system enables the gearboxes to be connected to a host of servomotors without difficulty.
With solid steel alloy and hollow shafts for shrink disc connection, users can install the gearboxes in various positions with a choice of the output side. The gearboxes are available in four sizes in the ratio range from i = 5:1 to i = 15:1.
Heavy-duty bevel gears, designed and manufactured according to the Gleason process provide optimal gearing efficiency, high transmission precision and reduced load on bearings. Users also gain extremely secure torque transmission through a friction-locked, zero backlash connection of the crown gears on the drive shaft. The tooth flanks are ground to handle heavy operating demands on transmission performance at minimal tooth clearance. Such precise gear settings are achieved through constant measuring of the gear components and 100 percent test running during assembly.
In addition to extreme stability and precision, the hypoid gearbox housing offers exact positioning of the bearing seats and an integrated reinforced input neck that ensures a secure motor connection. Screw holes in the housing edges also enable a stable connection of the gearbox for various installation positions.
Steel alloy shafts with superfinished bearing seats serve as the basis for high-accuracy, heavy-duty taper roller bearings, while precise positioning at the setting of the bearings is done through the use of ground steel shims and splinting of the inner rings.
EPPINGER ensures all its hypoid gears are developed on modern GLEASON milling and grinding centers. GLEASON and ZEISS measuring machines along with GLEASON test equipment ensure each gear complies with the quality requirements of DIN 3965 and American Gear Manufacturers Association (AGMA) at all times.
Hypoid gearboxes are available with solid and hollow shaft for shrink disc connection with selectable output side. Designs with robot flange are also available upon request.



