MEGAFLEX Machining System
MEGAFLEX Machining System
Astraeus Wind Energy's MAG MEGAFLEX machining system has passed its initial supplier qualification by completing "Operation 20" metal cutting processes in record time on a Clipper Windpower C96 turbine hub, one of the industry's largest.
Astraeus Wind Energy's MAG MEGAFLEX machining system has passed its initial supplier qualification by completing "Operation 20" metal cutting processes in record time on a Clipper Windpower C96 turbine hub, one of the industry's largest. The unique system simultaneously machines all three blade faces, which enabled it to complete the qualification hub in less than one shift, a first in the industry.
"Completing hundreds of features on this hub in such a short time, and meeting the extreme tolerances required, is a world first for U.S. manufacturing technology," said Astraeus President Jeff Metts. "We should be able to do the industry's simpler hubs in even less time. This is, without a doubt, world-leading technology that no one else can compete with. The system is operational now and we are taking orders, forecasting a capacity of about 1800 hubs per year."
The 18,144-kg (40,000-lb) spherical hub was approximately 3.6 x 3.6 m (12 ft x 12 ft) in size, with a blade bolt circle of about 2.5 m (8.2 ft). Operation 20 for this part included milling the blade faces, drilling and tapping or counter-boring more than 60 39-mm (1.5 in) holes per face, boring and drilling the blade-pitch gear mounting surfaces, and cutting various other features. Tolerances on the part, which was laser inspected after machining, include 0.05mm (0.002 inch) true position on holes and ±1 degree on angles.
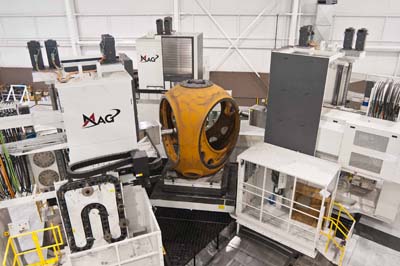
Conceived by MAG in 2009, the MEGAFLEX system's development was funded in part with grants from the Michigan Economic Development Corporation (MEDC), which audited and approved the progress of Astraeus in meeting its performance requirements. MAG developed the entire system on a turnkey basis, including the process concept, programming, machine systems and tooling package. The patent-pending MEGAFLEX design, which is based on three MAG FTR 5000 floor-type boring mills surrounding a B-axis rotary table, simultaneously machines all three blade faces on a wind turbine hub in one setup, a concept widely used in mass-production of automotive components and small parts.
"This is automotive machining technology scaled up an order of magnitude," explained Pete Beyer, MAG Director of Product Development. "We are using multiple spindles, specialized tools and clever process technology to finish a part in one setup, in the shortest time possible, while maintaining the flexibility to process a family of different hubs."
Concepts borrowed from the automotive industry include offline setup and quick part loading, using a fixture interface plate and a lifting bracket for the workpiece. The interface plate is bolted offline to a locating feature on one side of the casting; the plate then mates with a locating feature on the worktable for fast part setup. The lifting bracket attaches to the top of the part to allow a single crane to transfer the part in and out of the workzone safely and quickly.
"These are classic part handling techniques on a gantry-type automotive line that we have adapted for very large parts," said Beyer. "We can setup the next part offline on an interface plate, and quickly exchange a completed part to maximize utilization of the spindles."
MQL, another automotive machining technology rarely used elsewhere, eliminates the need to control splashing and misting coolant in the shop. "MQL is a green and sustainable technology that saved the initial and ongoing cost for pumps, filters, energy, regulatory compliance, and coolant acquisition and disposal," Beyer explained. "MQL also produces dry chips, which do not have to be cleaned or treated, but can go straight into the melting furnace."
Unique features on the boring mills include a specialized tooling package utilizing numerous extension tools, and a servo-controlled tilting A-axis on the W-axis ram. The tilting A axis allows the ram to be positioned for a normal approach angle to the work face. This is required because the blade face of the hub is not always perpendicular to the hub's axis of rotation, but may be two to three degrees off, depending on the manufacturer.
"The tilting ram is much stiffer than other solutions, such as a multi-axis A/C head, and it eliminates the need to interpolate axes," Beyer explained. "The tooling package allows efficient machining of the challenging features on these parts, such as the back bore on most of the bolt holes."
As part of the MEGAFLEX design, each machine has a latch-plate interface to accept attachments from a head changing rack. However, for cost economy, the system currently has only one attachment rack, which can be moved for use by any of the machines. Rotation of the worktable allows the machine using the attachments to access all three faces of the part. Synchronous/asynchronous processing is then used to balance out the cutting times and cutting forces of the three spindles when doing similar and dissimilar operations.
"MAG delivered on the concept for a purpose-built system in terms of the budget, major reductions to cycle time and future flexibility," Metts added. "Customers who have seen it say it never occurred to them to create a multi-spindle system with giant machines. When it's running, it's like watching an orchestra play. This sets the benchmark for the rest of the world and helps level the playing field with low-cost countries. Now that the U.S. has the tools to regain the lead in wind turbine manufacturing, it's vital for Congress to extend the wind energy production tax credit to invigorate the industry, which is already softening. In addition, we believe there is an ideal opportunity for a forward thinking company to open a foundry nearby to cast hubs to feed this system."



