True Hole Technology
True Hole Technology
Two specific concerns with plasma holes are the taper and the ding or divot that is present on the interior of the hole. Both of these cut quality issues prevent a bolt from being able to pass through the hole; therefore, operators typically would have to perform secondary operations in order to improve the roundness of the hole to the point where a bolt would cleanly fit. After years of research, Hypertherm developed True Hole Technology in order to address these concerns.
Hypertherm's True Hole Technology was introduced to the market in 2009 and has created a lot of interest from end users, particularly with regard to its capabilities. While many acknowledge the difficulties in using plasma for hole cutting, advancements in technology have enabled a way to significantly improve hole quality from a functional perspective, which addresses the main concerns expressed by customers. Today, end users have multiple options to produce holes, such as drilling or laser cutting; however, the advantages of being able to use plasma include both productivity enhancements and a lower operating cost. Traditionally, the main complaint customers have had regarding plasma cut holes have centered on the quality of the holes, in particular how to produce a hole that is functional.
Two specific concerns with plasma holes are the taper and the ding or divot that is present on the interior of the hole. Both of these cut quality issues prevent a bolt from being able to pass through the hole; therefore, operators typically would have to perform secondary operations in order to improve the roundness of the hole to the point where a bolt would cleanly fit. After years of research, Hypertherm developed True Hole Technology in order to address these concerns. Now that this technology has been in the market for over a year, many people are asking for more information about True Hole Technology, which is the intent of this article. Having a better understanding of the depth behind this technology can help educate anyone who is currently using or considering using True Hole Technology.
Being informed about any potential limitations of the technology can also help mitigate frustrations that may arise from any misunderstanding during the sales process. As with any purchase, knowledge is an important and integral step that should be discussed early to ensure satisfaction with the overall end result. True Hole Technology is a patent-pending technology that was developed by Hypertherm to enable customers to easily and consistently produce significantly better hole quality than what had previously been possible with plasma.
Hypertherm is a major manufacturer of plasma cutting systems and is located in the United States. As part of their ongoing commitment to product development, Hypertherm often conducts "voice of the customer" surveys in order to better understand how the future work of their engineers can be best prioritized to meet the needs of end user customers. In a survey conducted several years ago, the number one complaint from end users about plasma cutting was the poor quality of the cut holes.
One key advantage of True Hole includes the virtual elimination of hole taper, which was a common complaint about the quality of holes from end users. The purpose of a hole is typically to pass a bolt through, yet the presence of taper necessitated either oversizing the hole which led to a loose fitting hole, or performing secondary operations such as reaming or drilling in order to improve the overall hole quality. Both of these options resulted in less than satisfactory results in terms of quality, productivity, and operating costs. Through the elimination of hole taper, the secondary steps are no longer necessary, saving time and money when producing bolt-quality holes.
A second key advantage is that the ding or divot has been minimized and biased to the outside of the hole. This ding or divot is often formed by the intersection of the cutting lead-in with the outer edge of the hole, and was another common complaint with end users. Similar to taper, anything that protruded into the hole prevented a bolt from easily passing through. Some end users would have to oversize the hole, while others would have to use secondary operations to try and improve the quality of the hole.
A third very important advantage with True Hole is that improved hole quality is delivered automatically, without any operator intervention. This means consistently good hole quality for a variety of thicknesses from gauge to 1 inch, with all parameters preset in the software. With the use of an auto gas console that enables automatic gas switching, the operator does not have to manually manipulate any settings, with consistent, high-quality output every time.
There are three patents that have been filed with the US patent office, which emphasizes the level of engineering and technology that has been incorporated into the development of True Hole technology. The first patent defines the use of one shield gas for contour cutting, switching to a second shield gas with a lower nitrogen content for the hole cutting. It is this process of gas switching and using a gas with a lower nitrogen content that virtually eliminates the hole taper so commonly associated with plasma-cut holes.
The second patent covers the hole cutting motion techniques that include specific cut speed and timing parameters that are important and contribute to reducing and biasing the ding to the outside of the hole. While the use of oxygen actually increased the size of the ding or divot, it is the combined motion techniques that minimize and move this protrusion to the outside of the hole. It is the combination of both of these patents working together that produces bolt-ready holes.
The third patent is a combination of the previous two patents, applying the True Hole technology techniques for multiple hole sizes and thicknesses within the nest, from gauge to 1 inch plate. One of the comments from end users was the inconsistency in hole quality from operator-to-operator, shift-to-shift, and site-to-site. Now with True Hole technology, this variability has been eliminated producing consistent hole quality for all specified holes.
The True Hole Technology begins by using an oxygen plasma/air shield gas to pierce directly in the center of the hole, automatically adjusting for kerf compensation without shifting the pierce point. The placement of this pierce point has a dramatic effect on the resultant shape of the hole. Once the pierce is complete, the automatic gas console automatically changes the process to an oxygen plasma/oxygen shield gas which is used to cut the hole.
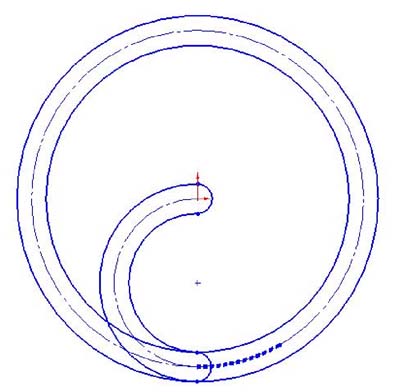
As shown in the Figure, a semi-circle lead-in is applied, which minimizes the amount of excess material that contributes to the size of the ding or divot. The lead-in speed is also automatically set, based on plate thickness, hole size and amperage, and varies from the actual cutting speed. After the lead-in is complete, the speed is automatically increased to full cut speed in order to cut the outer circle of the hole. Towards the end of the cut, True Hole technology automatically begins to ramp down the current. Once the outer cut crosses the original semi-circle lead-in, the current is shut off completely while maintaining full torch motion. The optimum lead-out length is also automatically applied, which varies by hole size and plate thickness. The timing of the arc-shutdown, table motion, and table deceleration are all critical to the resultant quality of the hole. These automatic parameter settings combine to minimize the ding or divot and bias it towards the outside of the hole. As a last step, once the hole has completed cutting, the automatic gas console automatically switches back to an oxygen plasma/air shield gas for further contour cutting.
True Hole Technology has made great advancements with the quality of holes cut with plasma. However, cut quality is still dependent on the table, with table motion directly related to the roundness of the holes. It is important to discuss table motion with the original table manufacturers, to determine if True Hole Technology will bring the desired results on their specific table. Once a table manufacturer has been selected, the proper components must be specified in order to get True Hole Technology. A HyPerformance Auto Gas system is a pre-requisite, as True Hole Technology was developed for use only with this plasma system. A True Hole configured controller, torch height control, and nesting and process optimization software all need to be added, which the table manufacturer can help specify.
Hypertherm controllers, torch height controls, and ProNest 2010 are all configured for True Hole Technology and as well, some table manufacturers also have a license to embed the True Hole Technology motion techniques into their hardware and software. The best solution is to work directly with your table manufacturer to discuss the options. The best test to determine if True Hole will meet your cutting needs is to have a sample cut from the potential table in question. Once the sample is made, take note of the functionality of the hole. There should be a snug fit at both the top and bottom of the hole when a bolt or a gauge pin is inserted into the hole. This demonstrates the removal of taper and the minimization and bias of the ding or divot to the outside of the hole.
There are a few things to remember about True Hole Technology that are important considerations before you buy. The first is this technology is only applicable for mild steel plate, which covers the majority of cutting today. While hole quality on stainless steel is an opportunity for improvement, the use of an oxygen gas would not be acceptable. It is the switching of the shield gas to a lower nitrogen content gas such as oxygen that contributes to the elimination of taper that is so prevalent when cutting holes with plasma. The second thing to note is True Hole Technology was developed for gauge material up through and including 1 inch, with a hole diameter-to-plate thickness ratio of 2:1. At this time, there are no further plans to expand True Hole Technology above 1 inch; however, some nesting and optimization software packages have been able to provide some incremental improvements to hole quality on thicker plate. Make sure to work with your table manufacturer for best results.
As people have started using True Hole, they have expressed their delight with the overall improvements to hole quality. Several have been able to reduce and even eliminate all secondary operations, saving both time and money. Those who were using laser have been able to shift jobs over to plasma for improvements in productivity gains. Others have been able to bring more jobs in-house, adding more profit to their bottom line. Overall satisfaction with plasma hole cutting has been on the rise, due to the technology and engineering expertise built-in to True Hole Technology.



