TungMeister VFM Milling Head
TungMeister VFM Milling Head
TungMeister is designed to reduce a significant amount of tool changeover time through the ability to replace used heads instead of an entire tool. Since it takes no more than one minute for tool exchange, setup time can significantly be reduced to as short as one tenth of the time it would typically take to replace solid carbide end mills for maximum productivity and cost effectiveness. With over 13,000 possible head-shank combinations available, TungMeister can readily provide tooling flexibility that enables users to find a solution for almost every application.
Tungaloy has introduced a new VFM style milling head to the popular TungMeister series of exchangeable-head end mill systems to enable face milling operations.
TungMeister is designed to reduce a significant amount of tool changeover time through the ability to replace used heads instead of an entire tool. Since it takes no more than one minute for tool exchange, setup time can significantly be reduced to as short as one tenth of the time it would typically take to replace solid carbide end mills for maximum productivity and cost effectiveness. With over 13,000 possible head-shank combinations available, TungMeister can readily provide tooling flexibility that enables users to find a solution for almost every application.
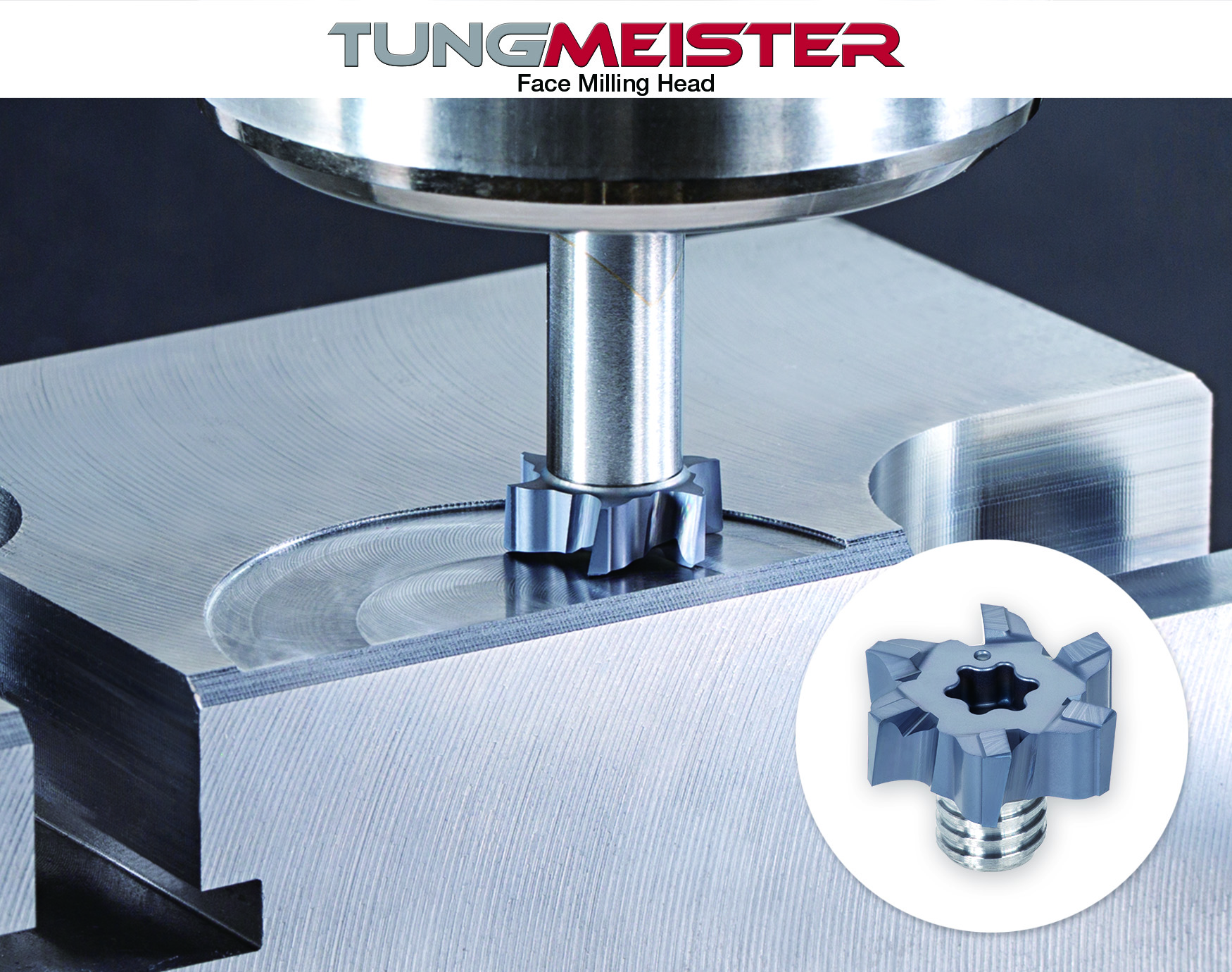
Using a solid carbide end mill to do face milling on small workpieces is often inefficient; its pointed bottom edges with no wiper create an uneven, often unacceptable, surface finish. An indexable face mill is, in many cases, too large to fit in the tight area of the small workpiece. In addition, the number of teeth on the face mill is usually less compared with the end mill of the same size, restricting the use of higher feeds and speeds for improved machining efficiency.
The new VFM end milling heads will address this challenge. The cutter diameter of all VFM heads are designed to be larger than standard end milling heads of the same connector size; a standard TungMeister square end milling head with S05 connection has a cutting diameter of 8.0 mm (.315″), while the new VFM cutting diameter comes in 12 mm (.472″). This feature enables the use of relatively large-diameter face milling tools on small Swiss machines. In addition, a wiper built in every cutting edge of the VFM head provides superior finish.



