VTC 5000
VTC 5000
MAG IAS LLC shipped its first VTC 5000 to a U.S. manufacturer of power generation equipment.
MAG IAS LLC shipped its first VTC 5000 to a U.S. manufacturer of power generation equipment. Available with 5m, 6m, 7m and 8m hydrostatic tables, the initial machine's 5m table supports up to 330,000 lbs. while turning parts at up to 75 rpm. The 7m and 8m models each have a load capacity of 550,000 lbs.
"North American manufacturers in the nuclear and wind energy, mining and construction industries are all scaling up their equipment. We are taking our product development in the same direction," said Helene Nimmer, director of proposals and product management for MAG. "The major components of our large VTCs weigh in excess of 50,000 lbs. each and can be more than 48' long. As a U.S. builder of these supersize machines, we can reduce customer lead time and simplify logistics."
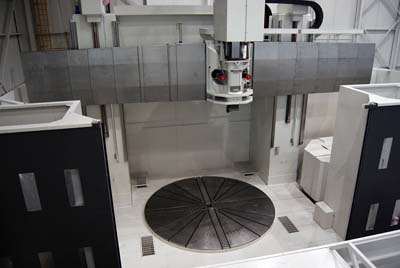
The pictured adjustable-rail model offers a cross rail that is both an infinitely-variable-positioning axis and a machining axis. The X/Z traverse rate is 787 ipm, and the rail-elevating rate is 78 ipm. Full X-axis travel right and left of center allows machining from both sides and accommodates probing of diameters. W-axis machining improves part geometries, and the hydrostatic ram's high dynamic stiffness allows heavy cuts and provides the ability to impart fine surface finishes, according to the company.
The VTC 5000 has a modular design, allowing various combinations of standard modules to tailor it to specific applications. It can be equipped with an optional live spindle for grinding, milling, drilling and tapping, as well as a C-axis for contouring.



