XTRA∙TEC XT M5250
XTRA∙TEC XT M5250
The M5250 cutter is effective for milling steel, cast iron, stainless steel, aluminum and other non-ferrous metals (ISO P, K, M and N workpiece groups), as well as materials with difficult cutting properties. Unlike other full-effective helical milling cutters, the XTRA∙TEC® XT M5250 can also be used for full slotting, shoulder milling, pocket milling and ramping. The positive rhombic basic shape of the face insert makes ramping possible.
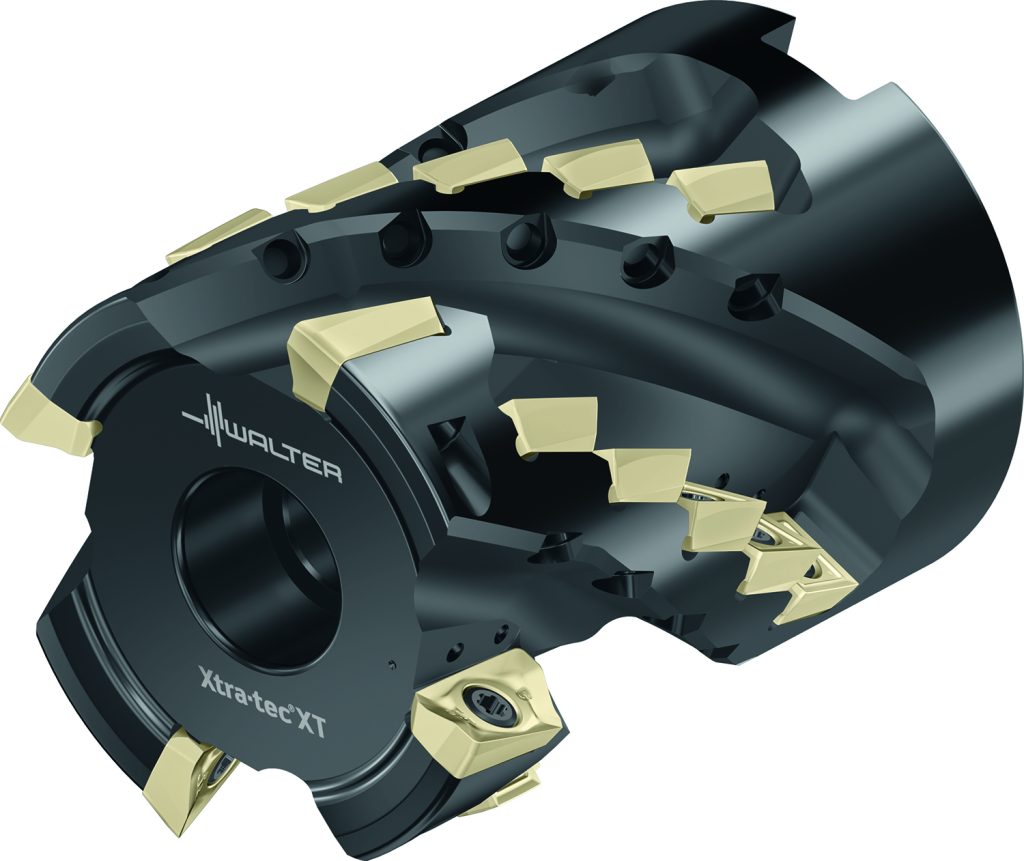
Walter has introduced the XTRA∙TEC® XT M5250 helical milling cutter, which is available in 2", 3", 50 mm, 63 mm and 80 mm diameters and is being offered with two different depths of cut per cutting diameter.
The full-effective design enables a high metal removal rate and delivers a smooth milling operation for the indexable inserts which are available either ground or sintered. Walter uses proven, double-edge BC 1605 system inserts on the face of the M5250. These inserts allow users to choose between various corner radii, cutting tool grades and six geometries. The milling cutter-specific SC 1105 inserts with four cutting edges serve as circumference, or peripheral inserts and provide excellent operational smoothness.
The G51 geometry, labeled "The quiet one" is ideal for tools with long overhangs or applications that are likely to involve vibration. When machining a high volume of titanium, the G55W WaveCut geometry is the first choice.
Walter's latest generation of indexable insert milling cutters is distinguished by high performance combined with a high level of process reliability due to the optimized insert pocket design. In addition, each individual tool on the XTRA∙TEC® XT M5250 is cooled separately.
The M5250 cutter is effective for milling steel, cast iron, stainless steel, aluminum and other non-ferrous metals (ISO P, K, M and N workpiece groups), as well as materials with difficult cutting properties. Unlike other full-effective helical milling cutters, the XTRA∙TEC® XT M5250 can also be used for full slotting, shoulder milling, pocket milling and ramping. The positive rhombic basic shape of the face insert makes ramping possible.
The tool reduces process costs because of the two or four cutting edges per indexable insert and the use of the latest wear-resistant Tiger∙tec® cutting tool materials. In addition to machining aerospace components, applications include producing energy parts and general mechanical engineering.



