Even more tips for operating a CNC mill
Continuing the theme of the previous three columns, here are additional tips for enhancing the operation of a CNC milling machine from Shop Operations columnist Tom Lipton.
Continuing the theme of the previous three columns, here are additional tips for enhancing the operation of a CNC milling machine.
All images courtesy T. Lipton
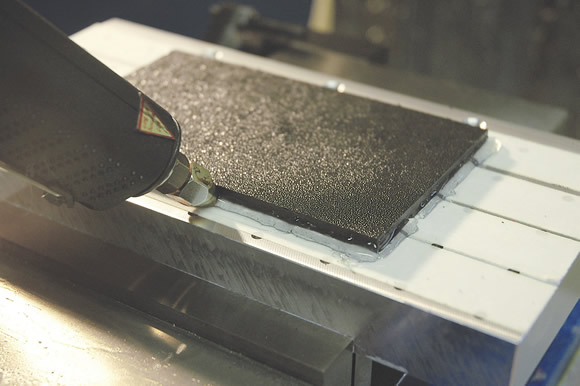
For a little extra resistance to coolant when holding a part with double-stick tape, run a bead of hot wax around the part using a hot glue gun.
■ Double-stick tape can work well for workholding. Only experience will teach you which kinds of parts can be successfully held this way. I use a double-sided tape called “Permacel.” It seems to be more resistant to coolant than some of the other types I’ve tried. For a little extra resistance to coolant, I run a bead of hot wax around the part using a cheap hot-glue gun. This seems to seal out the coolant just long enough to get the job done.
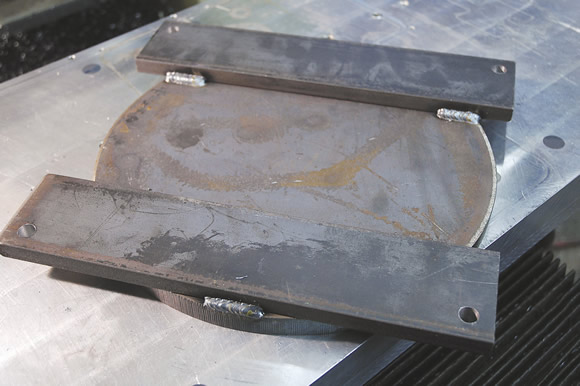
With certain kinds of profiling (above), weld a part to the hold downs without the need for extra holding stock. Welding from the backside (below) also provides a little chip clearance and room for drill penetration under the part.

■ Prepare the base plates carefully when using double-stick tape for best results. I like to dovetail the base plates and surface them all at the same time for an accurate Z-axis position like a set of quick-change miniature pallets. Clean the plates with isopropyl alcohol before applying the tape. Position the blank and then go around the blank perimeter with a C-clamp to seat it firmly into the tape. It’s important to press the blank down into the tape. The holding power of the double-sided tape is all about the amount of surface area it contacts. You can prepare the blanks offline while the first ones are in the machine if you have several base plates. I like to use fresh tape for each part to provide the best chance for success.
■ With certain kinds of profiling, you can weld a part to the hold downs without the need for extra holding stock. Once the profiling is complete, remove the hold-down bars or tabs and surface the second side. This technique keeps the blank thickness close to the finish size, eliminating the large amount of holding stock that makes surfacing the second side an effort. This method works well for open shapes like “C” and “H,” which could be distorted from heavy clamping pressure.
■ All of my CNC mills lack rigid tapping, which makes controlling tapping depth a bit of a challenge. I modified the normal tension and compression holders so they have limited compression length by internally inserting a longer pin. This reduces the compression travel to a third of the stock. This approach, combined with a modest spindle speed, provides good tap-depth accuracy.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
August 2013
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


MFGAxis Discussion