New drill hits a homer
New drill hits a homer
Reduce cycle times when machining hydraulic components. A solid-carbide, through-coolant drill that orients the margins radially.
END USER: Anderson Machining Service Inc., (920) 674-6003, www.amscnc.com.
CHALLENGE: Reduce cycle times when machining hydraulic components.
SOLUTION: A solid-carbide, through-coolant drill that orients the margins radially.
SOLUTION PROVIDER: Walter USA LLC, (800) 945-5554, www.walter-tools.com/us.
Anderson Machining Service Inc., Jefferson, Wis., specializes in machining close-tolerance, complex parts and, according to Operations Manager Erik Anderson, is always looking to improve its processes.
"We stress that no matter how many times you've machined a part, you never stop looking for a better way to do it," he said. In keeping with this spirit, Anderson Machining opted to take a new approach to drilling manifolds.
"The purpose of a manifold is to direct oil components in a hydraulic system, so it stands to reason that this job entails drilling a lot of intersecting holes," Anderson said.
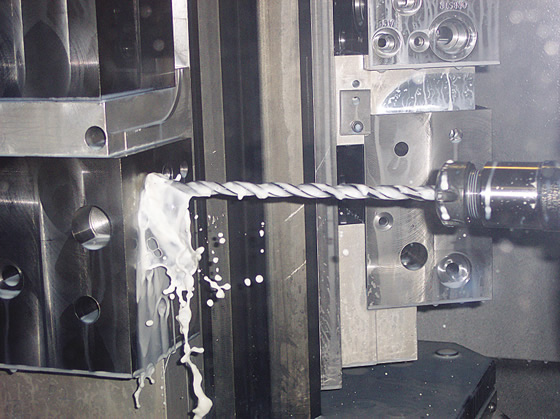
The Walter DC170 through-coolant drill produces one of the many holes in a manifold at Anderson Machining Service. Image courtesy Walter USA.
The primary workpiece material is Dura-Bar 65-45-12, a continuous-cast ductile iron with a ferritic structure, and the number of cross-holes ranges from 25 to 30 in small manifolds to 300 in large ones. When drilling, the cutting speed had to be halved to 150 sfm (44.72 m/min.) each time the drill encountered an interruption, Anderson explained.
"The reason we needed to slow down with each interruption was to protect the drill from possible failure," Anderson noted, adding that the drill was negatively impacted because not all intersecting holes are on center. "For instance, when a 1/2 " hole intersects a 1 " hole, it may be as much as 30 percent off centerline. In a case like this, the drill will start to dig on the corner of the intersecting 1 " hole. This causes excessive tool wear and, in the worst-case scenario, catastrophic tool failure."
Toolmaker Walter USA LLC, Waukesha, Wis., approached Anderson Machining, claiming to have a better way to drill the manifolds. "Anderson is a very progressive company, continually looking for ways to improve," said Andy Wedesky, Walter field sales engineer. "We were confident they would consider a new approach."
The Walter DC170 solid-carbide, through-coolant drill has a copper-colored Double Point (DPP) coating and a land design that orients the margins radially. The latter allows coolant flow to encompass the entire drill point, producing optimal cooling of the tool/workpiece interface, according to Walter. This is particularly important given the high temperatures generated during drilling. Also, polished flutes inhibit chip packing and facilitate chip breaking, while more material behind the cutting edge boosts tool life and process reliability.

The DC170 has a copper-colored coating and a land design that orients the margins radially. Image courtesy Walter USA.
"We ran some parts for them and they were impressed," Wedesky said. "The new land design with the additional thickness allows the DC170 to take a little more side pressure and still keep going straight, plowing through off-center interruptions without having to slow down."
With the new tool, Anderson Machining drills the manifolds at 400 sfm (121.92 m/min.),with no decrease in speed for cross-hole interruptions, reducing cycle times 30 to 40 percent. Also, the drill's ability to control coolant flow helps impart finer surface finishes than traditional drills, which decreases the need to rework holes after drilling, according to the company. Tool life has also increased 20 to 50 percent on average.
The tool features eight cooling grooves, which can be used as a visual scale to indicate regrinding status. The drills can be reconditioned up to three times, at which time only two cooling grooves remain, indicating that no further regrinding should be performed.
"When the Walter reconditioning service regrinds and recoats the drill you're assured new tool life and performance," Wedesky said.
Summarizing the DC170's prime benefits, Anderson said, "The new drill runs faster, runs harder, lasts longer and significantly decreases our cycle time. It's a home run."

Plant Manager John Gwinn (left) and Operations Manager Erik Anderson, with one of Anderson Machining Service's many high-speed machining centers. Image courtesy Walter USA.



