Tips for effective finish work
Tips for effective finish work
Shop Operations columnist Tom Lipton shares his tips for performing effective finish work in the July 2014 issue of Cutting Tool Engineering magazine.
Sanding, grinding or otherwise abrad-ing parts is typically the last step for a ma-chinist or fabricator before the job goes out the door or on to the next department. This is the last chance to make a job look professional—or screw it up beyond re-pair. Bad finish work equals a bad job; it's hard to recover from it without a lot more finishing work, which leads to that inev-itable overworked look from machinists.
How many times have you worked carefully for hours, only to botch the last step and send an otherwise perfect job spiraling down the drain? It might be something as simple as slipping with the deburring tool or dropping a part on a hard floor.
As humans, we like to accomplish things, but another little part of us can-not leave well enough alone when we really know better. I call this the "just-one-more-little-thing" syndrome. There is a critical juncture in every job where any further input by humans is unnec-essary and comes with an exponentially increased risk of a screw-up. Old-timers have messed up enough that they recognize these forks in the road and heed the signs. They know when to get off the horse.

Dress abrasive cutting discs with a stone to maintain free cutting action.
- Disc dressing: Dress abrasive cutting discs with a stone to maintain free cutting action. Using a stone is a trick that works to keep cutting discs hum-ming along. In general, these wheels break down quickly enough that fresh abrasives are easily exposed. The thicker the cutting disc, the better this stone technique works, es-pecially when you have a broad cut in comparison to the width of the abrasive disc. Use this technique when making broad cuts in tough-to-grind workpieces and finishing materials that tend to load a wheel, such as stainless steel or aluminum. A quick touch-up with a dressing stone sharpens a disc in a flash.
- Tube fit up: You can use a round grinding stone to make perfect joint fit ups in round tubing and pipe. These round grinding stones are available in several diameters. If I am fitting tubing with an odd diameter, I dress the round stone with a diamond dresser in the lathe until it closely matches the tube diameter. Good welding can only come after good fit up. This is one way to make the joints fit with a minimal gap. Use this method for off-angle connections or tube sizes that your notcher cannot do.
- Graining nails: When you need to add a linear grain finish to stainless steel sheet, it can sometimes be a pain to clamp the sheet so you don't get funny run-off marks or stops and starts where the clamps were. One trick involves what I call "graining nails." I like to use a piece of plywood to grain flat sheets manually. The plywood should be a little wider and a little longer than the sheet on which you are working so you can clamp it securely. Graining nails are made from snipped-off pieces of stainless steel filler rod for stainless sheet and steel filler rod for steel sheet, and look like small finishing nails. Using like materials prevents contamination of the sheet from metal transfer. Ham-mering a few of these nails around the perimeter secures the sheet during graining without using clamps.

Use a round grinding stone to make perfect joint fit ups in round tubing and pipe.

High-quality welding can only come after high-quality fit up.
- Cut Scotchbrite sheets: Full-size Scotchbrite hand pads are much too big for most blending and finishing jobs. Most of the time, you just need a little square to blend a small area. If you cut the Scotchbrite pads into three finger-sized pucks, you can fully use the abrasive and get many more square inches of blending out of each pad. Cut them with a crummy old pair of tin snips—never use your good snips to cut abrasives.
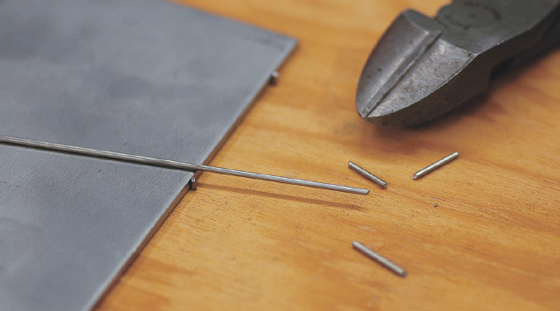
Graining nails are made from snipped off pieces of steel or stainless steel filler rod and look like small finishing nails.

An effective way to store a grinder is to make a holder that protects the abrasive disc from damage.
- Grinder holders: You can tell if somebody knows how to grind by the way he lays his grinder down. The goal when grinding is to keep the disc as flat as possible for the life of the disc. A warped disc makes for crappy grinding and rubbery arms at the end of the day. An effective way to store a grinder is to make a holder that protects the abrasive disc from damage. CTE
About the Author: Tom Lipton is a career metalworker who has worked at various job shops that produce parts for the consumer product development, laboratory equipment, medical services and custom machinery design industries. He has received six U.S. patents and lives in Alamo, Calif. For more information, visit his blog at oxtool. blogspot.com and video channel at www. youtube.com/user/oxtoolco. Lipton's column is adapted from information in his book "Metalworking Sink or Swim: Tips and Tricks for Machinists, Welders, and Fabricators," published by Industrial Press Inc., South Norwalk, Conn. The publisher can be reached by calling (888) 528-7852 or visiting www.industrialpress.com. By indicating the code CTE-2014 when ordering, CTE readers will receive a 20 percent discount off the book's list price of $44.95.