Grinding machine eliminates variances in grinding due to temperature changes
grinding-machine/" data-glossary-id="141847" data-glossary-teaser="Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpi…" title="Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpi…" aria-label="Glossary: grinding machine">Grinding machine eliminates variances in grinding due to temperature changes
The Swiss grinding experts from Tschudin are presenting what they say is a world first: a grinding machine with perfect heat transfer.
The Swiss grinding experts from Tschudin are presenting what they say is a world first: a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpi…" title="Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpi…" aria-label="Glossary: grinding machine">grinding machine with perfect heat transfer.
"We have been working consistently for three decades to reduce the heat transfer of our machines to a minimum. With the completely new grinding and regulating spindles made of carbon, we have now put the final piece of the puzzle in place. The CUBE 350 centerless external cylindrical grinding

Urs Tschudin
machine is the first grinding machine without heat transfer," explains Urs Tschudin, shareholder of TSCHUDIN AG. "With this spindle concept, we are underpinning our status as an innovator and offering our customers a new dimension of accuracy and removal rate."
Numerous advantages
The advantages are obvious: by minimizing the heat cycle, production with consistently high accuracy is guaranteed at all times. A time-consuming warm-up of the machine, for example on a Monday morning after the weekend, is no longer necessary. "Even if the machine stands still for a weekend, it can produce immediately within a maximum dimensional deviation of 1 μm," said Urs Tschudin. What's more, all parts can be produced to the exact dimensions, even with multi-track grinding - the grinding wheel and regulating wheel remain parallel because thermal displacement is prevented. This allows the CUBE 350 to work autonomously for a very long time as well as unmanned shifts.
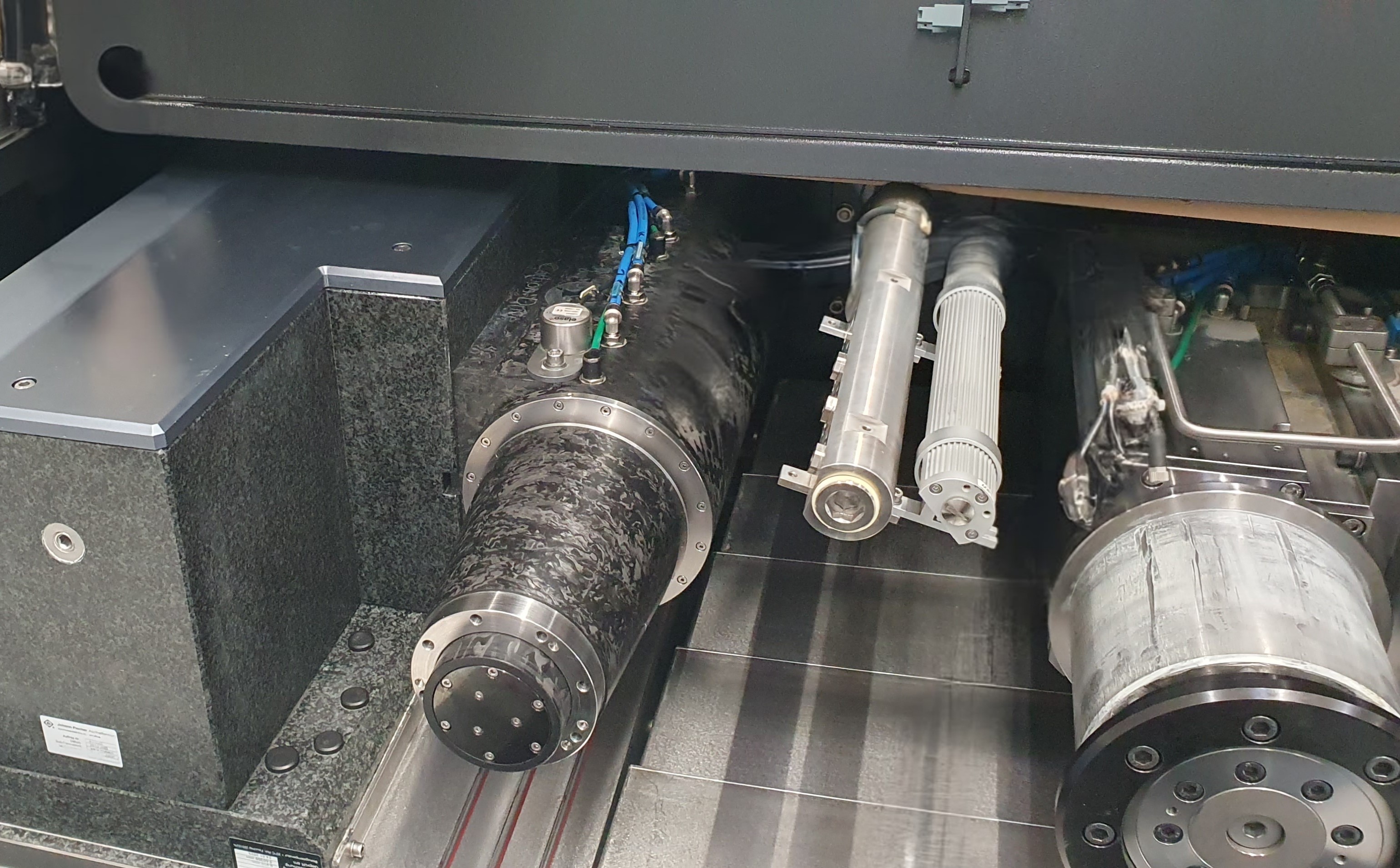
The carbon fiber spindles developed in collaboration with Carbon-Drive GmbH have been tested and adapted for more than six months - with promising results.
"The high grinding quality with full grinding gap coverage was already a quality feature of our machines. With the carbon spindles, we are further optimizing this aspect and pushing it to the maximum," added Tschudin. The introduction of carbon spindles, explains Mr. Tschudin, is the final step in a decades-long development process. Tschudin has been using linear motors for 30 years. More than 25 years ago, machine beds made of solid natural granite were used, which only heat up extremely slowly due to their large dimensions and inertia. In a further step, the grinding spindle slides were also designed as granite blocks - the vertical stop surface for the spindles led to a drastic reduction in heat transfer. On the ecoLine 400, a spindle made of Invar that was implemented ten years ago has ensured a ten percent reduction in heat transfer. The carbon fiber spindles, for which Tschudin has applied for a patent, have now reduced the heat transfer to an absolute minimum.
Successful test phase
The carbon fiber spindles developed in collaboration with Carbon-Drive GmbH have been tested and adapted for more than six months - with promising results.

Nikolas Ernst
"How materials react to heat has a major influence on precision manufacturing. The temperature resistance of carbon fiber is particularly high-carbon spindles therefore prevent thermal expansion in the machine. They are more dimensionally stable and have a higher bending stiffness, which means they can run at higher in-feeds, which in turn means higher cutting performance. In a series of tests, the carbon spindles have proven to be between ten to twenty percent more effective than steel spindles," said Nikolas Ernst, Head of Design at TSCHUDIN AG.
Development partner Carbon-Drive
Carbon-Drive GmbH, based in Weiterstadt, in Germany, is TSCHUDIN's expert and exclusive development and design partner for carbon fiber spindles in the centerless grinding sector. Carbon-Drive emerged from a research project at the Technical University of Darmstadt.

Martin Klimach
Co-founder and Managing Director Dr.-Ing. Martin Klimach explains, "Spindles made of carbon fiber have various advantages, first and foremost minimal thermal expansion. Depending on the type of fiber and fiber orientation, we can produce carbon fiber spindles with different properties and thus respond to a customers' process requirements."
Urs Tschudin and Klimach met at an industry event in 2019. At the time, Carbon-Drive GmbH was already working on milling spindles made from carbon fiber. The idea of using carbon fiber spindles in the grinding sector was one that both experts couldn't let go of. No sooner said than done: the first spindle was ready at the end of 2023 and has been tested and refined ever since.
Nikolas Ernst said, "Every development process is complex. The established manufacturers know steel inside out, all processes are designed for steel.
However, we are convinced that carbon fiber spindles offer essential added value due to their physical properties and will also be attractively priced."
For the highest quality requirements Urs Tschudin explains that the CUBE 350 equipped with carbon fiber spindles is particularly interesting for manufacturers who have the highest demands in terms of quality and precision.
"The more precisely parts have to be manufactured, the more interesting the grinding machine with optimum heat transfer becomes. This is because we can offer real added value here thanks to the greater dimensional stability and higher drive power."
The TSCHUDIN CUBE 350 is the latest Tschudin centerless grinding machine that is designed to produce parts up to 20mm in diameter and to plunge grind parts up to 150mm long. It is also equally adept and thorough feed grinding of parts. It can be equipped with various automatic loading options and pre and/or post-process gauging. It offers the best possible efficiency with a small footprint.
gauging. It offers the best possible efficiency with a small footprint.
The changeover time is reminiscent of a pit stop in Formula 1: The change of the grinding and regulating wheels can be done in just six minutes and the next series of workpieces can then be produced seamlessly. The compact centerless grinding machine has a base of just 2.60 m x 1.70 meters and has been developed specially for machining small components. Its ergonomic design is unique, and the machine can be operated from both the left and the right side.
The standard version of the CUBE 350 will continue to be equipped with steel spindles. The carbon spindles are available as an option.



