Blaser tests every chip in detail with unique test strategy
Blaser tests every chip in detail with unique test strategy
The research and development team at Blaser Swisslube, a Swiss expert in metalworking fluids, set about planning and implementing an idea to capture a machining process, chip formation and the behavior of the metalworking fluid more precisely than ever before through photos and videos. The idea came about as part of a joint project with the renowned ETH Zurich.
The research and development team at Blaser Swisslube, a Swiss expert in metalworking fluids, set about planning and implementing an idea to capture a machining process, chip formation and the behavior of the metalworking fluid more precisely than ever before through photos and videos. The idea came about as part of a joint project with the renowned ETH Zurich.
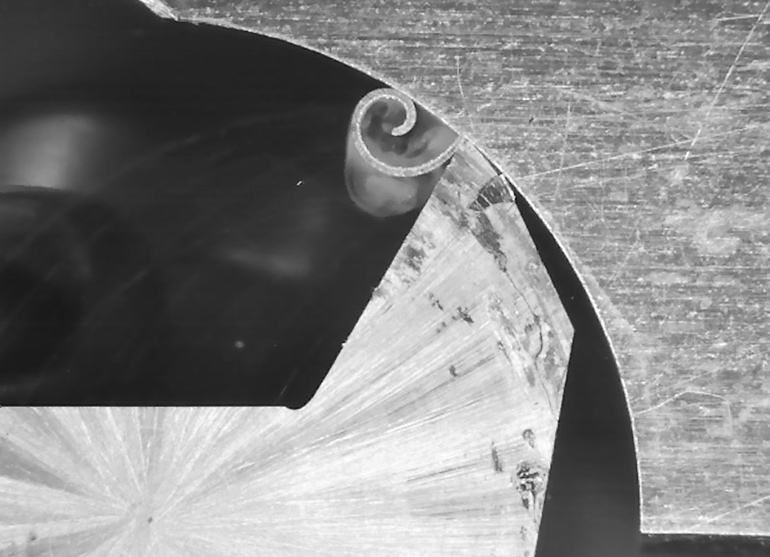
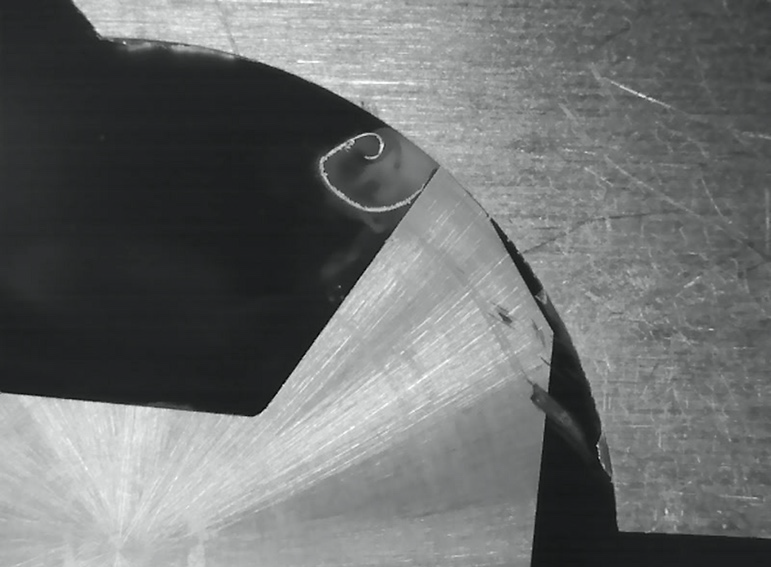
The use of a high-speed camera with a macro lens, which is placed behind a sight glass to keep the metalworking fluid at a distance, should make uniquely sharp, precise recordings possible. A ring light was used to provide the necessary light intensity, as well as a carbide cutter with a helix angle of 0° that was specially ground for this particular test.
The researchers say that the results are fascinating. The high-speed recordings showed for the first time that the mechanism of action of oil-free, water-soluble metalworking fluid, Synergy 735 – namely its improved lubricating effect at higher temperatures – also occurs during machining and is fast enough to optimize milling processes. Synergy 735 thus changes its properties and adapts to the machining process like a chameleon.
"Our Technology Center allows us to take a closer look than our competitors. This focus on all the details and the cooperation between our chemists and the machining experts enables us to develop metalworking fluids that improve processes sustainably, reduce production costs and prolong tool life," said Marc Blaser, CEO of Blaser Swisslube.
As the Synergy 735 metalworking fluid used in the test described cools down, it becomes clear again, keeping the machine clean and allowing a good view of the machining process. The advantages also include the neutral odor and excellent skin compatibility. Synergy 735 provides flawless finishes on a variety of materials from aluminum and titanium alloys to CrNi steels. The minimal foaming means the coolant is also ideally suited to high-pressure systems.
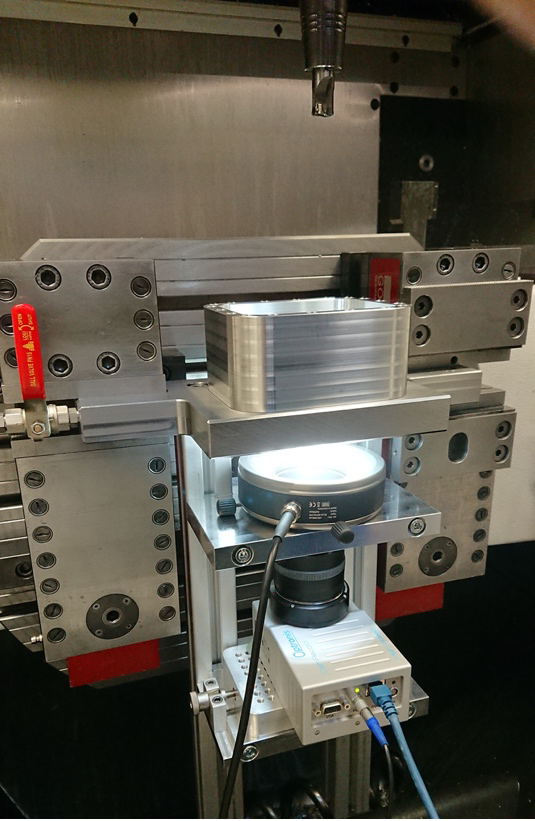
Blaser Swisslube's Technology Center has been undergoing continuous expansion for more than 10 years. At present, research is carried out using four CNC milling machines and a state-of-the-art grinding-machine/" data-glossary-id="141847" data-glossary-teaser="Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpi…" title="Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpi…" aria-label="Glossary: grinding machine">grinding machine in a facility covering an area of more than 1,500 m² (16'146 sq ft). New developments are tested and customers' production situations are simulated under realistic conditions. High-precision measuring devices and sensors enable the data acquired to be interpreted correctly.
Measuring wear reveals potential savings
For example, a microscope camera for measuring wear automatically takes microscopic images of the turning plate every two minutes. "Tool wear often limits the economic viability of a process. The new measuring options give us meaningful information, directly from the machine," explains Dr. Linus Meier, a tribology specialist at Blaser Swisslube.
The optimized data flow means that changes to the metalworking fluid can be implemented more quickly and easily. "This is good news for our customers. That's because high-performance metalworking fluids offer enormous savings potential in production, whether through increased productivity or reduced tool wear," emphasizes Linus Meier.
A holistic look
The perfect metalworking fluid often requires more than a dozen ingredients, including oils, emulsifiers and additives: producing a metalworking fluid to serve as a liquid tool that optimizes the efficiency of the entire production process, requires both sophisticated formulations from our researchers and manufacturing expertise from our machining technologists.
Blaser Swisslube has relied on the collaboration between both disciplines for some time now. Marc Blaser: "Only if our specialist chemists are able to get to know the coolant on site as part of a performance test and then interpret the data acquired by the manufacturing technologists, are we able to make great progress in metalworking fluid development."



