END USER: The Yankee Corp., (800) 343-2404, www.yankeereamer.com.
CHALLENGE: Reduce equipment uptime and improve productivity when friction welding cutting tool shanks to heads.
SOLUTION: Replacing an old friction welding machine with a refurbished one.
SOLUTION PROVIDER: Thompson Friction Welding, (586) 466-6180, www.thompson-friction-welding.com.
Reducing material costs without lowering product quality provides a competitive advantage. For about half of the reamers and other cutting tools The Yankee Corp. produces, the toolmaker firmly fuses a low-carbon steel shank to the tool steel head where the flutes are, using a friction welding machine instead of making the tools entirely from the higher-cost tool steel.
“It saves thousands of dollars a month in steel costs, which translates to savings for our customers,” said Tony Olson, plant manager for the Fairfax, Vt., tool manufacturer.
Yankee’s friction welder midway through the refurbishment process at Thompson.
However, that savings is only realized when the toolmaker’s friction welding machine is up and running. That frequently wasn’t the case with the company’s dilapidated machine from a defunct foreign builder that never had a U.S. presence. “As the machine deteriorated, we couldn’t get parts or support for it,” Olson said, adding that Yankee experienced frequent downtime ranging from an hour to a week or more. “We had the machine down for 3 or 4 weeks at a time when we couldn’t get parts.” The faulty parts included spindles, brakes and hydraulic units, as well as the CNC.
He noted the toolmaker considered having a machine rebuilder refurbish the friction welder, but determined it wasn’t worth the time, effort and money. “It was problematic [even] when we first got it.”
Olson conducted an Internet search for a friction welding machine builder with a U.S. facility. He found two and, after speaking with both, determined Thompson Friction Welding, Sterling Heights, Mich., had the most to offer. “We liked what they had to say,” he said.
Yankee then sent Thompson test parts to weld and, based on the results, decided to purchase a Thompson machine.

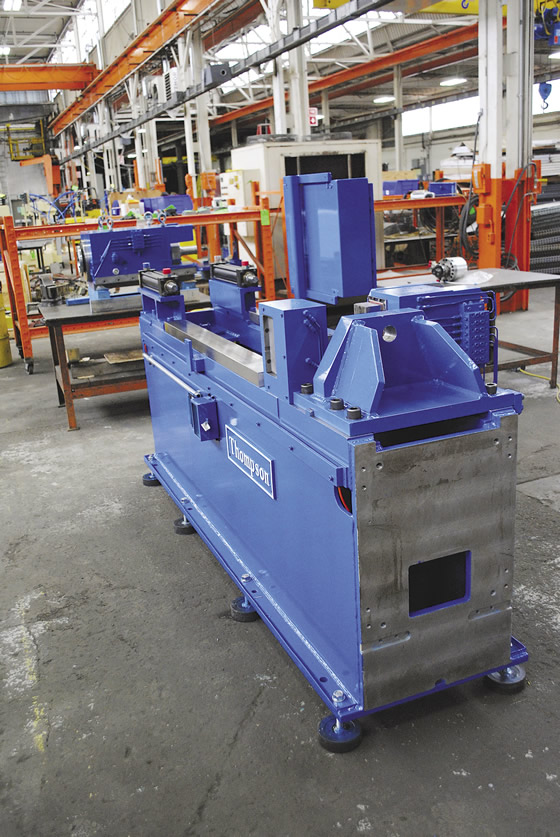
The Yankee Corp. purchased this refurbished direct-drive friction welding machine from Thompson Friction Welding, replacing a deteriorating machine from a defunct builder.
To obtain a friction welder relatively quickly and affordably, the toolmaker purchased a refurbished direct-drive machine from Thompson, receiving it in about 6 months. That’s quicker than the usual refurbishment lead time of 9 months and half the average lead time for a new machine, according to Nick McCarthy, sales manager North America for Halesowen, U.K.-headquartered Thompson Friction Welding Ltd. In addition, a refurbished machine usually costs about 20 percent less than a new one.
McCarthy explained that refurbishment typically involves stripping a machine down and completely rebuilding it to suit the new application by replacing the controls, electronics, hydraulics pack, cylinders and guarding and upgrading the software. “Bear in mind that often the donor machine has been used for a different application than the refurb is destined to do,” he said.
The refurbished circa-2000 friction welding machine features a rotating flash-removal tool to trim the flash that mushrooms out between the shank steel and head steel during welding while the flash is still hot and malleable. In addition, Olson said the machine’s intuitive software allows Yankee to hold overall length from tool to tool within “a couple thousandths of an inch” and to set up tools with varying lengths and diameters quickly by storing the required programs. “It allows us to monitor every aspect of the weld. If there’s a problem, we can figure out exactly where it is almost instantaneously,” he said.
Since its installation, the Thompson friction welder has operated without any problems while improving productivity by at least 25 percent, helping Yankee’s “very buoyant” business, Olson said. “We’re making plans to expand our distributor network.”
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- flash
flash
Thin web or film of metal on a casting that occurs at die partings and around air vents and movable cores. This excess metal is due to necessary working and operating clearances in a die. Flash also is the excess material squeezed out of the cavity as a compression mold closes or as pressure is applied to the cavity.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.





