END USER: Kustom Machining LLC, (715) 258-2908, www.kustommachiningllc.com.
CHALLENGE: Improve productivity for a repeat job.
SOLUTION: A multifunctional, 90° indexable-insert shoulder cutter.
SOLUTION PROVIDER: OSG USA Inc., (800) 837-2223, www.osgtool.com.
When it comes to machining precision metal parts, a manufacturer’s competitive advantages in quality, performance and cost-efficiency play critical roles. Successful companies constantly look for ways to reduce costs while improving process efficiencies.
Kustom Machining LLC, Waupaca, Wis., wanted to achieve that for a repeat job that involved machining an idler bracket board feeder for the paper industry on a 25-hp Milltronics VMD 30/100 vertical milling machine. Founded 4 years ago by machining and fabrication veteran Kelly Much, the machine shop also produces parts for the agriculture, defense, aerospace, health care and aquatic industries.
The job requires removing 0.600 " (15.24mm) of material from a 1020 steel workpiece to create the 7 "-long × 3 "-wide (177.8mm × 76.2mm) part. Much was applying a shoulder mill 1 " (25.4mm) in diameter tooled with three inserts at a spindle speed of 2,500 rpm and a feed rate of 20 ipm (508 mm/min.), or 0.0027 ipt (0.0686 mm/tooth).
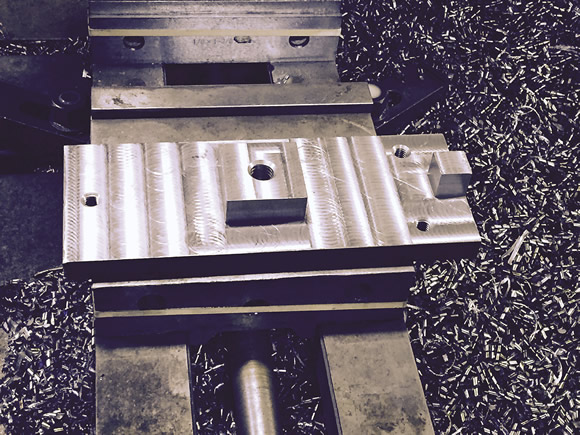
Kustom Machining produces 36 idler bracket board feeders for the paper industry each month. Image courtesy Kustom Machining.
“We were doing these parts over and over, and the cycle time seemed long,” Much said, adding that there had to be something that would speed up production.
He noted 1020 is a type of hot-rolled steel that is slightly gummy, so chip control can be an issue. In addition, Kustom was consuming six inserts to complete the job, which consists of 36 parts and repeats monthly.
Much consulted with Dustin Loschiavo, district manager for Glendale Heights, Ill.-based toolmaker OSG USA Inc. Loschiavo recommended the company’s Phoenix PSE 90°, 1 "-dia. shoulder cutter tooled with three inserts.
Much tested that cutting tool along with three other brands. According to Much, the other brands performed either a little better or a little worse than the original tool, but not the one from OSG. “The OSG tool worked way better,” he said.

OSG’s Phoenix PSE 90° shoulder cutter is suitable for roughing and finishing, including facemilling, side milling, slotting, ramping and helical milling. Image courtesy OSG USA.
The Phoenix PSE tool cut the 1020 part at a spindle speed of 3,200 rpm, a cutting speed of 800 sfm (243.84 m/min.) and a feed rate of 50 ipm (1,270mm), or 0.0039 ipt (0.0991 mm/tooth). Running at those parameters allows the shop to reduce the cycle time by 5 minutes per part, saving 3 hours of time per job.
After switching to the OSG tool, the workpiece material’s gumminess is no longer an issue. “OSG must have the right geometry on the insert,” Much said. “The chips are flying off as sixes and nines just like they’re supposed to.”
With the new tool, the shop only consumes four inserts to complete the entire part run, saving the expense of two inserts. And that savings comes without paying a premium for the tools. “The inserts are the same price as what we were using,” Much said.
In addition to the 1020 job, Much applies the Phoenix PSE shoulder cutter to machine stainless steel and other steel products. “They save a lot of time on the other parts that we do,” he said.
That helps maximize the efficiency of his lighter-duty machine tools, some with only 15 hp, Much said. “They’re great on my little machines. They can take bigger cuts without stalling the machines.”
Much is glad his milling tool tests resulted in a productivity improvement. “I’m always willing to try what’s out there,” Much said. “We welcome reps like Dustin who dedicate their time and energy to finding better cutting tool solutions.”
Related Glossary Terms
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- facemilling
facemilling
Form of milling that produces a flat surface generally at right angles to the rotating axis of a cutter having teeth or inserts both on its periphery and on its end face.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- inches per tooth ( ipt)
inches per tooth ( ipt)
Linear distance traveled by the cutter during the engagement of one tooth. Although the milling cutter is a multi-edge tool, it is the capacity of each individual cutting edge that sets the limit of the tool, defined as: ipt = ipm/number of effective teeth 5 rpm or ipt = ipr/number of effective teeth. Sometimes referred to as the chip load.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- milling machine ( mill)2
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- slotting
slotting
Machining, normally milling, that creates slots, grooves and similar recesses in workpieces, including T-slots and dovetails.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.





