END USER: Custom Machining Corp., (303) 762-0333, www.cmc1.net.
CHALLENGE: Reduce the time to rough bore bearing pockets.
SOLUTION: Twin roughing heads.
SOLUTION PROVIDER: BIG Kaiser Precision Tooling Inc., (888) 866-5776, www.bigkaiser.com.
Purchases of rough boring tools rarely jump off the pages of a budget. After all, the tools perform what might be the most-routine, least-risky step in the holemaking process. That’s why many shops consider roughing tools just another commodity.
For a long time, Custom Machining Corp. was no different. The company builds and supplies end lining machines for major canning manufacturers out of its 25,000-sq.-ft. (7,620-sq.-m) Englewood, Colo., facility. The bases of these machines are 45 "×35 "×35 " (1,143mm × 889mm × 889mm) pieces of steel with bearing pockets 6 " to 9 " (152.4mm to 228.6mm) in length and ±0.0003 " (0.0076mm) tolerances.

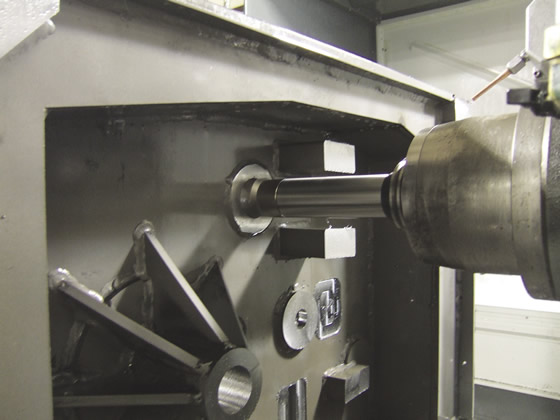
Custom Machining applies Kaiser SW series twin roughing heads (top) to efficiently bore bearing pockets. Images courtesy BIG Kaiser Precision Tooling.
Last year, Shop Forman Siggi Sigurdsson met another shop’s owner at an industry event outside Chicago. That shop was roughing similar bearing pockets, but in a very different way. Instead of ramping with a facemill and interpolating for hours to open the pockets, the shop owner explained how he was applying Kaiser SW series twin roughing heads from BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., to do the job.
“He told me how quick he was doing it and I thought, ‘Wow, that would save me a couple hours a base, at least,’” Sigurdsson recalled. “It wasn’t about a better way to remove material. What we could do with that extra time is where my mind went.”
Upon returning to Colorado, Sigurdsson contacted his distributor and BIG Kaiser representative. They all agreed the best way to see how the twin rougher performed was to test it.
“It was awesome,” Sigurdsson said. “It went through the bore in a couple minutes, compared to the half hour it took before. It cut the time down to nothing. Granted, it’s such a strong tool, it was fairly violent—really something to see.”
The distributor explained how the tool maintains its strength and rigidity throughout the job by establishing cutting force equilibrium between the opposing inserts, which keeps the load balanced around the centerline of the spindle—the most rigid part of the machine tool. Overall stability is further increased and wear decreased because the tool is only plunging axially as opposed to interpolating. In the end, only slight adjustments to the setup were needed to get the new tool up and running.
“We ended up dialing down a little bit so it wasn’t such a strain on the machine,” Sigurdsson explained. “We’re running at 13 ipm and 1,300 sfm. You can go by the manufacturer-recommended speeds and feeds, but it really depends on the setup. There are a lot of different factors. You have to dial it in yourself.”
Before the new setup, it took close to 3 hours to rough three bores. Now, it takes about 10 minutes. The payoff is the 2.5 hours a piece, or about 75 hours a year, that the setup saves, Sigurdsson said. The machine is freed up to contribute to the job shop’s surging order backlog.
“The sooner we get one part off the machine, the sooner we can get another part on,” Sigurdsson said. “We have 95 percent of our spindles running at all times, and, at that rate, the Kaiser twin rougher will pay for itself twice in the first year. I’ve run into shop owners that trip over hundred dollar bills to pick up nickels and dimes. But, I’ve always believed you need to spend money to make money. Sure, the cost up front is heavier, but you can’t be short sighted. In the long run, we’ll make a lot more money with the new tooling.”
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- cutting force
cutting force
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
- facemill
facemill
Milling cutter for cutting flat surfaces.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.






