Metalcutting fluids can play a significant role in boosting machining productivity when engineered to provide cooling and lubrication.
For those who have never experienced the exhilaration of “red hot” chips launching down their shirt or into their shoes, a true appreciation of metalcutting operations is possibly lacking. Fortunately, modern metalcutting machine tools have enclosures that safely shield operators from these enlightening experiences and their thermodynamic reality.
Within the machine enclosure, the role of metal-removal fluids (MRFs) is to control this hostile environment to effectively manufacture high-quality parts. It’s also fortunate that coolant manufacturers have made significant improvements to the cooling and lubrication properties of metalcutting fluids by using new additives.
Metalcutting fluids can boost productivity, similar to any other tool in the toolcrib. These fluids can target and solve specific machining problems. Just as there are faster machines, more rigid toolholders and longer lasting coated cutting tools, fluid developers have made similar advances. Improvements in lubrication technology include the addition of friction-reduction, antiwear, antiweld and extreme-pressure components.
When a machining center applies any cutting tool to a workpiece, the metalcutting fluid must have the necessary lubricity in the cutting zone to minimize tool wear and enhance the metal-removal process.
The most significant proof of performance comes from evaluating actual applications. This involves measuring process performance parameters, such as metal-removal rates, tool wear, cutting forces and tool life.
Cooling and Lubricating
Most metalcutting processes are extremely aggressive. The mechanical energy applied to deform metal is instantaneously converted to heat. At the cutting edge when machining steel, for example, heat generated in the cutting zone can reach temperatures of 700° C (1,300° F) and greater. A noncombustible water-based fluid is the most efficient coolant in this application.
The rule of thumb is 80 percent of the heat leaves with the chip. The remaining 20 percent enters the tool and workpiece, which can cause dimensional control problems with the part and shorten tool life. Coolant removes this heat from the tool/workpiece interface.
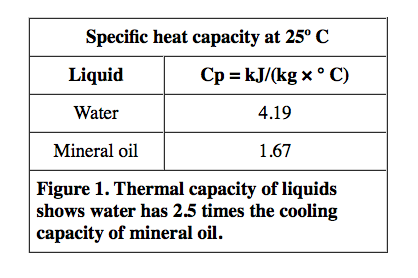
Lubricating the tool-to-metal cutting process is essential to reduce the cutting forces and prolong tool life. Lubricating oils were first used to provide a combination of lubricating and cooling properties. These “straight” oil products were not efficient heat transfer fluids (Figure 1, page 74). This prompted the development of specialty lubricant additives for fluids.
Most grinding operations require cooling, but not all grinding is the same. Experienced grinders know the requirements of finish grinding, which removes low amounts of stock, vary greatly from the lubrication needs of creep-feed grinding, which shapes raw stock into finished parts. Machining parameters that can change the cooling and lubricating requirements of the process include DOC, feed rate and wheel speed.
To demonstrate the relative impact of cooling and lubrication when grinding, both tap water and hydraulic oil were evaluated on the same application involving moderate-duty surface grinding of alloy steel. The “grinding ratio percent efficiency” was used to indicate the relative performance of each fluid. (Grinding ratio is the amount of material removed divided by the amount of wheel wear.)
To provide a baseline for the cooling contribution to the process, tests were run using tap water. The result of grinding with water was considered the 100 percent cooling efficiency level. At this level, an equal amount of wheel is consumed per unit of material removed. For comparison, neat hydraulic oil (ISO VG32) was run on an identical operation. The grinding ratio for oil was more than twice as efficient at removing metal compared to tap water. This indicates the oil provides a combination of lubrication and cooling that is significantly more effective than water alone, even though water is a more efficient cooling fluid.
Lubricant Additives
The additives in a metalcutting fluid make the difference in machining performance. Refined petroleum oil, in and of itself, is not an exceptional lubricant for cutting metal because it does not contain the additives that enhance cutting performance.
Hydraulic oils are generally formulated with oxidation inhibitors, defoamants and demulsifiers, which provide oil stability but do not improve machining performance.
Metalcutting fluids are formulated with specific additives that enhance fluid performance in machining operations. As previously noted, modern lubrication technology includes friction-reduction, antiwear, antiweld and EP additives. These additives can provide dramatic improvement over what plain oil can do for a machining operation (Figure 2).

Figure 2. A comparison of various fluids’ cooling and lubrication efficiency when surface grinding 8620 steel with an aluminum-oxide wheel.
Typically, water-based metal-removal fluids designed to function at a 5 percent concentration offer a combination of cooling and lubrication that provides significant operational improvements. In the Figure 2 machining example, the grinding ratio percent efficiency improvements significantly reduced wheel wear.
From the tap water baseline value of 100 percent cooling efficiency, the grinding efficiency improves via better lubrication, and grinding wheel consumption is dramatically reduced. At the same time wheel wear is being reduced, cutting performance improves because more material is removed in the same time period. Extending wheel life can achieve major cost savings by reducing downtime because of fewer wheel changes. Significantly increasing production rates is also possible.
Engineering Fluids
Through fluid engineering, technologically advanced lubricants can increase metalcutting performance. In the case of the surface grinding operation, high-performance fluids can excel far beyond the capabilities of a typical metal-removal fluid. A series of synthetic fluids were compared using identical operating conditions. While the typical metalcutting fluid had a grinding ratio efficiency of 360 percent, the high-performance synthetic fluids had increased their grinding ratio efficiencies by 500 and 800 percent (Figure 3).

Figure 3. A comparison of engineered fluids when surface grinding 8620 steel with an aluminum-oxide wheel.
This demonstrates the performance improvements a metalcutting fluid by itself can make in a machining application, producing significant productivity gains.
Similar to grinding operations, large-chip producing operations benefit from superior fluid performance. To demonstrate the impact of cooling and lubrication in such an operation, completely dry machining conditions were compared to ones involving the use of tap water when turning with the same parameters and workpiece material. The cutting test was run with tap water to provide a baseline for the cooling contribution to the process. This result is considered the 100 percent cooling efficiency level. In comparison, dry machining was only 20 percent as efficient as cutting metal with tap water (Figure 4).

Figure 4. Turning 4340 alloy steel with a C5-grade carbide tool on a lathe.
To demonstrate the extent to which a fluid can provide both lubrication and cooling, further comparison was made under the same machining conditions with a typical MRF (Y) and an engineered fluid (Z). The improvements due to lubrication are impressive, with the engineered fluid demonstrating a 250 percent tool life efficiency compared to 190 percent for the typical one.
Lubrication enhancements incorporated into the “liquid tool” can provide real performance advances regardless of the tool material, tool design or tool coating. These technologically advanced metalcutting fluids offer significant performance improvements and cost benefit ratios that can achieve huge economic advantages. CTE
About the Author: Ed Rolfert is a project engineer at the Cimcool Research and Development Laboratory in Cincinnati. Contact him at [email protected]. For information about the company’s product line call (888) 246-2665, visit www.cimcool.com or enter #310 on the I.S. form.
Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- creep-feed grinding
creep-feed grinding
Grinding operation in which the grinding wheel is slowly fed into the workpiece at sufficient depth of cut to accomplish in one pass what otherwise would require repeated passes. See grinding.
- extreme pressure additives ( EP)
extreme pressure additives ( EP)
Cutting-fluid additives (chlorine, sulfur or phosphorus compounds) that chemically react with the workpiece material to minimize chipwelding. Good for high-speed machining. See cutting fluid.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding ratio
grinding ratio
Ratio of work material removed to grinding-wheel material lost.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- metalcutting ( material cutting)
metalcutting ( material cutting)
Any machining process used to part metal or other material or give a workpiece a new configuration. Conventionally applies to machining operations in which a cutting tool mechanically removes material in the form of chips; applies to any process in which metal or material is removed to create new shapes. See metalforming.
- surface grinding
surface grinding
Machining of a flat, angled or contoured surface by passing a workpiece beneath a grinding wheel in a plane parallel to the grinding wheel spindle. See grinding.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.






