Simply put, a 1-2-3 block is a common shop setup tool usually made of hardened steel that measures 1" thick × 2" wide × 3" long. Machinists use the blocks for myriad machine and inspection setup tasks.
The blocks are accurately ground to size and orthogonal geometry, within 0.0002" (5µm), with the intention of trusting them as de facto shop floor setup standards without regard to delicacy when performing setups.
Many machinists fondly remember their early training or apprenticeships when they made 1-2-3 blocks from scratch under the watchful eye of a master toolmaker. These young machinists carefully machined the blocks oversize, heat-treated them and then ground them to size. They quickly learned that precisely holding size and geometric features to close limits is more challenging than it seems at first glance.
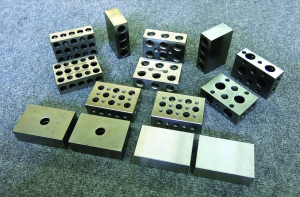
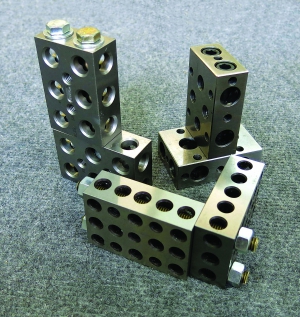
Figure 1 (above). This array of 1-2-3 blocks shows some of the available hole configurations. Figure 2 (below). It would appear that these holes should allow many possible block configurations to be assembled, but the configurations are limited.
All images courtesy of T. Lipton.
One element making a 1-2-3 block so useful is its ability to simultaneously be a work support and a gage. Some toolmakers pride themselves on achieving nearly gage-block accuracy and imparting lapped-surface finishes. It's critical to harden the blocks for maximum durability on the shop floor.
These blocks typically are riddled with an array of holes, which, depending on the maker’s whim, can be drilled, tapped, counterbored or processed some other way. Sometimes holes are drilled to lighten the blocks. Supposedly, the hole patterns help machinists attach the blocks to machines or connect them to form more elaborate setup aids and fixtures.
The blocks are typically used in pairs, much like parallels. But with clever bolting arrangements, their applications go well beyond that of a common spacer.
Figure 1 shows an array of 1-2-3 blocks with various hole configurations. I will focus on blocks with threaded attachment holes because this is the feature that makes them a universal inspection tool.
The dirty little secret about commercially available blocks is that their hole patterns severely limit the ways the blocks can be configured. When first glancing at Figure 2, for example, it appears the holes should allow many possible assembly configurations, but the configurations are limited. For example, the hole patterns don't match or, when joined, two blocks don't come together at 90°.
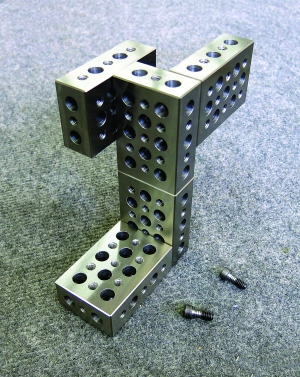
Figure 3. An example of a universal configuration that’s possible with 1-2-3 blocks.
Also, many of the hole configurations allow only through-bolting, resulting in the fastener sitting above the working surface of the block. This fastener interference limits the block’s setup applications.
To unlock the potential of these humble setup tools, the blocks should have the ability to be connected orthogonally and axially in a series. To do this requires rethinking how they fasten together. For straightforward manufacturing, let’s limit ourselves to a small number of easy-to-produce, basic hole types. We can thread a hole, drill a through-hole to create fastener clearance and add a feature, such as a counterbore, that sets a fastener below the surface.
Figure 3 shows a possible configuration with universal 1-2-3 blocks. I call these “Renzetti universal blocks,” after the name of the toolmaker who first showed them to me. There are no protruding fasteners; all connections are made below the blocks' working surfaces.
These universal blocks have an array of counterbored and threaded holes on a ½" (12.700mm) pitch. At the bottom of every counterbore is a ¼-20 threaded hole.
The secret to these blocks is the captive fasteners that allow the user to connect one threaded hole directly to another. Just drop one of the modified captive-socket head cap screws down a counterbore and thread it through the first block. After the fastener passes through the thread, it can turn freely on the relieved section of the captive screw. The user now can thread this into the next block’s threaded hole and make a flush, hidden connection.
You can’t buy universal 1-2-3 blocks, at least not yet. If you want some, you will have to make them.
Related Glossary Terms
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- counterbore
counterbore
Tool, guided by a pilot, that expands a hole to a certain depth.
- pitch
pitch
1. On a saw blade, the number of teeth per inch. 2. In threading, the number of threads per inch.
- through-hole
through-hole
Hole or cavity cut in a solid shape that connects with other holes or extends all the way through the workpiece.
Author

Tom Lipton is a career metalworker from the San Francisco Bay area who has worked at various job shops. For more information, visit his blog and YouTube video channel.





