According to BCC Research, a technology market research firm based in Wellesley, Mass., estimated global demand for minimally invasive surgical instruments (including stents, catheters, balloons and other devices used in angioplasty) reached $14.8 billion in 2008. That number is expected to climb to $15.8 billion in 2009 and top $23 billion by 2014.
The U.S. is the major consumer of minimally invasive devices, accounting for about 60 percent ($8.3 billion) of the world market in 2007. Surgical instruments, including stents, guide wires and catheters, was the leading U.S. product segment in 2007, cardiothoracic surgery was most frequent application of the devices and orthopedic surgery is the fastest growing minimally invasive procedure.
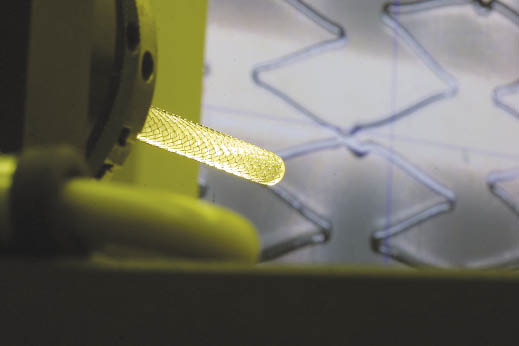
Courtesy of SAES Memry
A laser-cut and expanded stent from SAES Memry undergoes optical inspection.
Many Roads
The increasing demand for these surgical tools has sent manufacturers down a number of paths pursuing new and refined technologies to serve the market. In Bethel, Conn., SAES Memry Corp., supplies an array of stents, heart valves and other products made from shape-memory alloys. In Freeport, Pa., Oberg Industries offers an electrochemical grinding technology called the Molecular Decomposition Process that eliminates heat, burrs and surface microcracks during the manufacture of biopsy and arthoscopic instruments and orthopedic components. And in Kirkland, Wash., engineers at Pathway Medical Technologies Inc. continue to improve the efficiency of their Jetstream G2 for patients with peripheral artery disease.
Five months after launching the original Jetstream, in September 2008, Pathway brought to market the second-generation device (the G2), which features improved aspiration capability.
The system includes a data-display console that attaches to an intravenous therapy pole, a control pod with a keypad to operate the device and a polyimide catheter 2.7mm wide × 135cm long. The tri-lumen catheter provides for aspiration of diseased material and houses a driveshaft that connects with the drill tip. Made of 17-4 PH stainless steel, the cutting head spins at 70,000 rpm. The 10mm-long cutter assembly at the distal end of the catheter consists of a 2.1mm-dia. cutter with 10 flutes, called the distal cutter, and five blades that expand to 3.0mm. The aspiration port on the side of the drill head previously had been near the device’s tip; moving it to a proximal position, a key feature of the Jetstream G2 model, increased aspiration efficiency.
“There are six components in the cutter assembly that are machined, and there are ball bearings in there as well,” said John Yaholkovsky, Pathway’s vice president of manufacturing. “The distal cutter is machined on a Swiss-style Citizen C16-9, and the [expandable] blades are machined on a Kitamura mill.” The cutting tip’s other components, the proximal race, the distal race, the proximal cap and the center section, are also machined on the Citizen.
“The [cutting tip components] are attached to each other and the driveshaft with laser technology,” said Yaholkovsky. “That’s a key thing; we weld the different parts together to make sure it’s a very secure assembly, as opposed to bonding, for example.”
The device’s tubing is made primarily of polyvinyl chloride and polyurethane. “We have a lot of UV joint bonds and barb fittings that hold the different pieces together,” said Yaholkovsky. “But the technology is not in the assembly itself, it’s in the manufacturing process control and assembly fixturing, making sure we do everything correctly the first time within a very tight window of assembly parameters so that we can control the process.”
Treatment with the Jetstream G2 takes about 3½ minutes. Physicians manually insert and advance the device through patients’ arteries. The distal cutter enters the clogged portion of an artery first, creating a 2.1mm opening, or lumen. The physician then pulls back the device and reinserts it into the lesion, this time with blades expanded to 3.0mm to permit added blood flow. “So it’s like using two different-sized drill bits,” said Yaholkovsky. “You pass it through, just like a drill or an endmill and it will basically cut to its diameter.”
The action of differential cutting protects the arterial walls from being damaged by the Jetstream G2, said Scott Youmans, Pathway’s vice president of engineering. “When you rotate the specially designed cutting element at a high speed, it basically deflects from soft tissue and tends to ablate harder tissues,” he said. “Shaving is an example of differential cutting—where the whiskers get cut while the elastic skin deflects away from the cutting surface.”
A peristaltic pump aspirates the ground plaque via the port in the drill head, up the catheter, through the tubing and into a plastic receptacle.
To date, about 130 U.S. hospitals have acquired the technology to treat more than 600 patients, said Stephanie Amoss, senior vice president of marketing and strategic development. And Pathway is investigating further applications of similar arterial clearing devices to, for example, treat blood clots.
Shape-Memory Alloy
One material that’s proven its versatility in a variety of minimally invasive devices is Nitinol, a shape-memory alloy. A major OEM supplier of Nitinol medical products, SAES Memry manufactures devices from foundry processing to packaging. “Our surgical instruments are used for the tiny openings typical of laparoscopic surgery, where you insert the device and then deploy it so it pops into useful shape, using the superelasticity property of Nitinol,” said Dennis Norwich, process engineering manager for SAES Memry.
Composed of nickel and titanium, Nitinol displays remarkable malleability. It can be bent 180°, twisted into a spiral, rolled into a ball and then, when heated, assume its original shape. Its shape-memory quality makes it a valuable material for minimally invasive stents, one of SAES Memry’s more popular products.
Unlike stainless steel stents, which are inserted into an artery and expanded with a balloon, Nitinol devices self-expand when released by the insertion device into the artery. The reduced treatment steps and time required with Nitinol stents translate into reduced patient risk.
The prime challenge for Nitinol stent makers is to produce purer material, a prerequisite for a market demanding ever-smaller products. “The formation of Nitinol is susceptible to two impurities, titanium carbide and intermetallic oxide, which is a nickel-titanium oxide combination,” said Norwich. The presence of either can jeopardize the structural integrity of stents.
“If you’re making a device out of 0.030 "-dia. wire, an impurity of 0.00154 " probably isn’t going to have much effect. But if you’re using a wire that’s 0.003 " in diameter, that impurity is huge.” (The wire in SAES Memry stents are as small as 0.0015 " in diameter.)
The making of SAES Memry stents starts in the foundry with a process called vacuum induction melting. Alloys are combined in specific ratios and melted into ingots. “It’s a very precise mix to get the properties that you want,” Norwich said. “A tenth of a percent by weight makes a huge difference in properties; most foundries aren’t used to dealing with that kind of precision.”

Courtesy of Pathway Medical Technologies
Pathway Medical Technologies’ Jetstream G2 drill tip expands to 3.0mm and rotates at 70,000 rpm.
The ingots are then peeled, hot-rolled several times and converted into dimensions for further processing to become either wire-form stents or laser-cut stents.
The more popular and less expensive of the two, wire-form stents often are used in large, diseased arteries or those with aneurysms, either of which can extend to 60mm in diameter. The fine, laser-cut stents, often used in cardiac and peripheral arterial disease angioplasty, have the advantage of accommodating more complex geometries. The U.S. Food and Drug Administration requires that all implantable devices, including stents, have a life span of at least 400 million cycles, the equivalent of 10 years of normal heart beating.
Wire-Form Stents
Nitinol ingots for wire-form stents emerge from the foundry as 0.25 "-dia. coiled wire. The wire is then drawn and annealed to a specified diameter. At that point, “you use basic toolroom equipment to machine the forming mandrel for the form (round or zigzag, for example) you want the stent to take,” said Norwich. “Then you insert pins where you’re going to wrap the wire around the mandrel.” The wire is formed around the mandrel with auto winders, motion-controlled X-, Y- and Z-axis rotation machines.
Then comes heat treating. The preferred method at SAES Memry, because it’s the easiest to control and most consistent, is molten salt. The stents are placed in salt beds, usually heated to 500° C, from 1 to 6 minutes. The time is directly correlated to how stiff they need to be, and the desired temperature at which the compressed stents will spring back to their original shape.
“The companies will tell us what they want and we figure out how to make it,” Norwich said. “It’s basic time and temperature and alloy selection. The company might say it wants the transformation temperature to be ±25° C, and the upper loading plateau to be 55 ksi, which is the stress in the superelastic plateau.”
Because heat treating often leaves a heavy oxide layer on the stents, the next step is to chemically etch or electropolish the surface to remove the oxide. “Then we use a weak nitric acid to passivate the surfaces,” Norwich said. “That provides the stents with a very controlled, passive oxide surface, which greatly increases the corrosion resistance of the material.”
For the laser-cut stents, foundry workers forge a 1¼ "-dia. ingot bar. The bar is gundrilled and a core is inserted. Afterward, it’s drawn and annealed at about 800° C several times until it reaches the needed dimensions. The tube is then loaded into a Nd:YAG or fiber CNC laser. As coolant is pumped through the tube, the laser cuts the stent pattern. To clean slag off the cut stent, its interior is honed using a rotating abrasive tool, and the exterior undergoes tumbling in a proprietary media.
Unlike wire-form stents, the finer, laser-cut products undergo an alternating series of heating and cooling procedures as they’re formed. They’re chilled in -40° C alcohol with dry ice until they soften. Then they’re expanded and heat treated in a 500° C molten salt bath. “That way you can grow the stent without overstressing the material; every time you heat treat, you’re relieving the stresses,” Norwich said. The process is repeated several times until the stents assume the required dimensions.
The stents are then chemically or acid etched, electropolished and passivated in nitric acid. “That gives you a high-fatigue, shiny surface that’s very good against corrosion,” said Norwich. “And now you have your final part.”
Because SAES Memry manufactures for a number of companies, the process varies according to the order. “Everything we do is customized,” Norwich said. “SAES Memry does not have a branded product. We make them all for specific medical customers.”
High-Tech Grinding
Another company with a technology that’s proven key for minimally invasive medical instruments is Oberg Industries. For the past 3 years, Oberg has been grinding ends of arthroscopic tools and other minimally invasive surgical instruments and devices with its proprietary Molecular Decomposition Process. Oberg purchased the technology in 2007 from Composition Corp., New York, after working with the company since 2004 to further develop the technology’s capabilities.
Using electrochemical action with an abrasive wheel assist, MDP can provide tolerances of ±0.0005 ", with sub-micron tolerances also possible. The company also reported that surface finishes of less than 1µin. Ra are achievable with no recast layer.

Courtesy of Oberg Industries
Oberg Industries’ Molecular Decomposition Process grinding technology produces neither heat nor burrs.
During MDP, electric current flows between the positively charged workpiece and the negatively charged abrasive wheel via an electrolytic solution. The material being processed oxidizes at the point of contact, causing a decomposing action. The now nonconductive oxide layer is wiped away by the abrasive wheel. This action exposes the virgin material beneath the oxide layer and the cycle repeats.
Because the wheel is simply whipping away the oxide, or decomposed layer, there is no friction and therefore no thermals, mechanical stresses or burrs associated with conventional methods of manufacturing. “We are removing the debris generated during the electrochemical process, so there isn’t any plowing or smearing that causes heat and mechanical strain during conventional grinding,” said Joe DeAngelo, Oberg’s director of technical development.
Since MDP negates the need for secondary operations such as deburring and electropolishing, it has an advantage over conventional grinding technology, said Neil Ashbaugh, Oberg’s marketing developing specialist. “Traditional grinding is very labor intensive,” he said. “There is a lot of machining time needed to achieve required part geometries. Another benefit of MDP is its ability to rapidly remove material, yet still hold these tight tolerances.”
MDP is often used to grind the ends of arthroscopic tools used in gallbladder surgery, Ashbaugh continued. “Surgeons work through very small openings in the patients’ abdomens during these procedures, so precision tools are important. We grind different complex geometries on the ends of these tools, some used for cutting, others for dissection or retraction, to actually remove tissue through these small openings.”
Oberg also has used MDP for prototype grinding of orthopedic hip components. “To accommodate minimally invasive procedures, designs for modular hip systems are becoming more common,” said Ashbaugh. “Femoral stems are now designed and manufactured in many pieces, instead of one large piece. This allows for smaller incisions, which is a great benefit to both patient and surgeon.”
MDP, according to Oberg, has proven to be effective for grinding cobalt chrome, Inconel, zirconium, titanium, titanium carbide and ceramics as well as other conductive superalloys. It’s also been successful at grinding shape-memory alloys such as Nitinol.
“We often take it for granted that we are confined to using only traditional manufacturing processes, but MDP now provides more options,” said Ashbaugh. CTE
About the Author: Daniel McCann is senior editor of Cutting Tool Engineering. He can be reached at [email protected] or (847) 714-0177.
Making microneedles for eye surgery
For the past 10 years, workers at Promex Technologies LLC, Franklin, Ind., have been making a surgical microneedle that’s become a mainstay for ophthalmologists worldwide.
It’s called the Millennium Lightning cutting system, produced for Bausch & Lomb, Rochester, N.Y. Doctors use the system during retinal or vitreal surgery to remove vitreous material behind the retina that may be diseased or, as is common in glaucoma, contributing to pressure buildup in the eye.
The stainless steel device consists of a handpiece (4½ " long × ½ " in diameter) and needle (available in 20 or 25 gauge) that houses an inner blade. The 25-gauge needle’s OD measures 0.0020 "; its inner blade OD is 0.0165 ". The front of the needle has an aperture that measures 0.01700 "×0.0110 ".
Dan Ireland, Promex’s director of developmental engineering, explained that “the inner blade reciprocates off of a handpiece that converts rotary to reciprocating motion. In the reciprocating blade, there’s what we call a hinge, so that when the tip of the blade comes up and engages the tissue, it cuts the tissue off of the aperture and then the tissue is aspirated back.”
The 25-gauge Millennium, he added, is capable of making 1,500 cuts per minute.
Ireland designed the cam system that converts rotary to reciprocating motion, which is one of the Millennium’s prime features. “We knew that there was a demand among surgeons and, of course, our big key was that they wanted something very compact but with no vibration. That’s what our cam system brought to the party. Also, with the smoother control, surgeons can get closer to delicate areas and see better.”
Ireland said Promex can produce 2,500 Millennium cutters per day. “We dress a grinding wheel to a specific profile and line the microneedles up in a row and grind the apertures. We electropolish them, and then we have a process that we call blacking, which involves applying an antireflective finish so that when [the microneedle] is in the patient’s eye, the surgeon, who’s wearing high-intensity illumination, doesn’t get a lot of surface reflection from the part.”
Promex uses a surface grinder to construct the hinge geometry, “and we have to hold to a total tolerance of 0.00008", which is critical for this thing to perform as it’s supposed to.”
Ireland is working on an updated version of the Millennium cutter that can make 3,000 cuts per minute.
—D. McCann
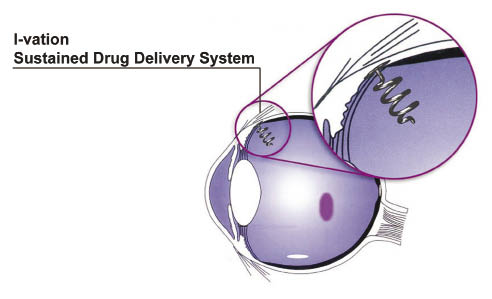

Courtesy of SurModics
The cap at the end of the I-vation intravitreal implant anchors it to the eye, and medicine is delivered via the dissolvable polymer-drug coating.
Innovative eye implant treats retinal diseases
A new coil-shaped, micro drug delivery system called the I-vation intravitreal implant could mark a major advance in treating patients with retinal diseases such as age-related macular degeneration (AMD).
Devised by SurModics Inc., Eden Prairie, Minn., the I-vation is a 5mm-long, 2mm-dia. nonferrous metal and polymer implant that’s placed in the back of the patient’s eye. It’s designed to provide sustained drug delivery. “We’ve had patients in our Phase I study who have had a single implant for up to 3 years,” said Signe Erickson, Ph.D., SurModics’ director of R&D for ophthalmology.
The implant is undergoing clinical trials with the U.S. Food and Drug Administration. Upon successful completion of the agency’s review, which may last several years, I-vation could offer patients a more convenient, minimally invasive alternative to present treatments.
Today, patients with retinal diseases such as AMD and diabetic macular edema typically receive injections of drugs (triamcinolone and others) in the back of the eye every 4 to 6 weeks. Aside from being cumbersome, the repeated regimen poses a risk of infection and tissue damage.
By contrast, placement of the I-vation system entails a one-time, 15-minute surgical procedure, said Erickson. Key to the device’s minimally invasive features are its design and composition.
First, the metal alloy wire “is wound into shape with traditional coiling machines, and a thin cap is laser-welded onto the end that anchors it to the eye,” Erickson said. Its nonmagnetic (MRI-compatible) metal scaffold is then layered with a proprietary SurModics polymer coating that contains the active drug.
“The implant is inserted through a 25-gauge needlestick in the sclera, which is the white of the eye,” Erickson continued. The cap at the end of the implant anchors it to the eye, and medicine is delivered via the dissolvable polymer-drug coating.
Drug delivery rates are controlled by adjusting the drug-to-polymer components. Another advantage of the I-vation implant “is its removability,” said Erickson. “It’s designed to be simply dialed out of the eye in a fairly straightforward procedure.”
—D. McCann
Contributors
Oberg Industries
(724) 295-2121
www.oberg.com
Pathway Medical Technologies Inc.
(425) 636-4000
www.pathwaymedical.com
Promex Technologies LLC
(800) 755-1671
www.promextechnologies.com
SAES Memry
(203) 739-1100
www.memry.com
SurModics Inc.
(866) 787-6639
www.surmodics.com
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- ceramics
ceramics
Cutting tool materials based on aluminum oxide and silicon nitride. Ceramic tools can withstand higher cutting speeds than cemented carbide tools when machining hardened steels, cast irons and high-temperature alloys.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- corrosion resistance
corrosion resistance
Ability of an alloy or material to withstand rust and corrosion. These are properties fostered by nickel and chromium in alloys such as stainless steel.
- electrochemical grinding
electrochemical grinding
Variation on electrochemical machining that uses a conductive, rotating abrasive wheel. Chemical solution is forced between the wheel and the workpiece. Shape of the wheel determines the final shape.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- mandrel
mandrel
Workholder for turning that fits inside hollow workpieces. Types available include expanding, pin and threaded.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- process control
process control
Method of monitoring a process. Relates to electronic hardware and instrumentation used in automated process control. See in-process gaging, inspection; SPC, statistical process control.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
- titanium carbide ( TiC)
titanium carbide ( TiC)
Extremely hard material added to tungsten carbide to reduce cratering and built-up edge. Also used as a tool coating. See coated tools.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.






