Some turning operations produce long, stringy chips that gum up the works. Chips that wrap around a workpiece or chuck create safety and productivity issues. Chipbreaker geometry must be tailored to a cutting operation to work well. The insert nose radius, rake angle, chipbreaker form, cutting speed and feed, and coolant flow all should be considered for successful chip control when cutting metal. Chipbreakers are useless for turning nylon and other plastics. The photograph shows a light cut being made on 304 stainless steel with a chipbreaker insert. The long chip is a problem.
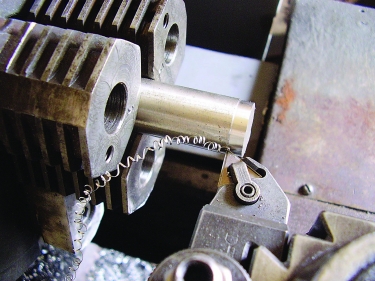
A light cut is made on 304 stainless steel with a chipbreaker insert, and the long chip is a problem. Image courtesy of B. Taylor
Machinists can use software to get manageable chips every time by generating predictable, repeatable chip lengths. Peck drilling is a way to form reasonably sized chips when drilling. The technique used here is to peck while turning. But instead of retracting the tool parallel to the feed direction, the tool retracts at 45° so the chip is sure to break and the cutting edge does not oscillate across the finish surface.
Let’s demonstrate with a G code program snippet that turns an OD and breaks a chip once per revolution. Program parameters can be adjusted to change chip size. This is generic Fanuc code. Various controls have different syntax, but program flow and commands are the same. This program uses variables in a loop that repeats a cut-and-retract cycle.
Program flow. The program feeds to the beginning of the loop, N40. Then the program moves incrementally in the Z dimension by adding #2 to the previous value of #1. The program next feeds to the new #1 Z dimension. When the tool reaches Z #1, the tool retracts at 45° from the work in N70, then moves back to the work behind Z #1 in N80. The program now returns to WHILE. If the WHILE condition is true, the process repeats. If WHILE is false, the program goes to END1. Then blocks N90 and N100 clean the end of the cut. N110 retracts the tool, and the program can go on from there. Since the feed rate equals #2, one chip will be broken per revolution. With the 25 mm (0.98") cut dia., the chip length will be about 75 mm (2.95").

At top is a chip produced without using the peck technique. Below that are peck-produced chips. Image courtesy of B. Taylor
Here’s a tip for using this type of process. When cutting metal on a lathe, the metal is compressed as it is cut, so chip length will be less than the length of the cut. A heavier cut means more compression and a shorter chip.
Cut an OD surface
25 mm dia. × 50 mm (1.97") long
(Set variables here.)
#1 = 0.0 (Z start)
#2 = -0.3
(Z incremental cut length)
#3 = -50.0
(absolute Z position at end of cut)
N10 G50 S2000 G21 T0100
N20 G96 G21 S65 M03
N30 G0 X25.0 Z3.0 T0101
(rapid to X dimension with Z 3 mm (0.19") from the work)
N40 G1 Z0.0 F0.3
(feed to start position
of loop, #1 = 0.0)
WHILE [#1 GT #3] DO1
N50 #1 = #1 + #2
(incremental Z dimension)
IF [#1 LT #3] TH #1 = #3
(ensures no over-cut
of Z dimension)
N60 G1 Z #1
(cut to incremental Z)
N70 G0 U1.0 W0.5
(retract tool 45° from work,
incremental)
N80 U-1.0 W-0.3
(move tool back to cutting
diameter; see note)
END1 (end of loop)
N90 G1 Z #1
(feed to finish Z dimension)
N100 G04 P80
(dwell to clean diameter)
N110 G0 U5.0 W2.5
(retract tool)
Continue program.
Please note: The Z move in block N80 is less than the Z move in N70 to ensure a good surface finish. This program will take about twice as long to run as one with a continuous Z motion, but this will produce manageable chips. Parameters can be adjusted to change the run time versus the length of chips.
Related Glossary Terms
- chipbreaker
chipbreaker
Groove or other tool geometry that breaks chips into small fragments as they come off the workpiece. Designed to prevent chips from becoming so long that they are difficult to control, catch in turning parts and cause safety problems.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- parallel
parallel
Strip or block of precision-ground stock used to elevate a workpiece, while keeping it parallel to the worktable, to prevent cutter/table contact.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Brandt Taylor is owner of Berlin, Massachusetts-based Taylor Engineering, a machine shop.






