Additions to Steadyline Turning/Boring Bars
Additions to Steadyline Turning/Boring Bars
Seco Tools has expanded its long-reach turning and boring solutions with additions to its series of Steadyline vibration-damping turning/boring bars and their respective heads. The new additions include 1.00" (25 mm) diameter Steadyline bars, GL25 turning heads and 4.00" (100 mm) diameter Steadyline bars, along with a range of rough and fine boring heads for Steadyline bars.
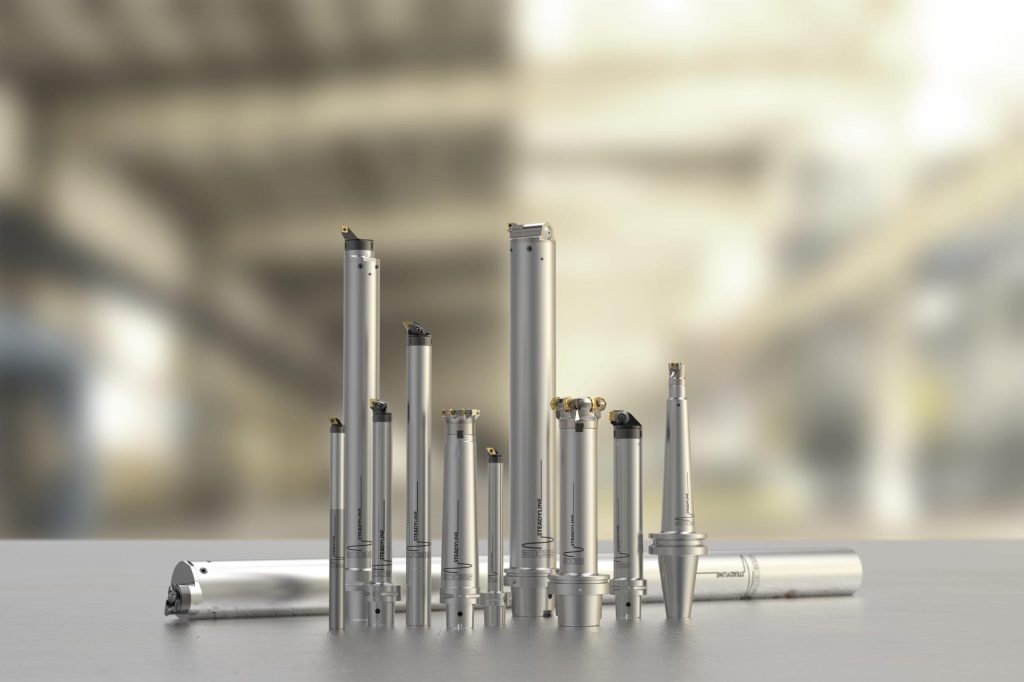
Seco Tools has expanded its long-reach turning and boring solutions with additions to its series of Steadyline vibration-damping turning/boring bars and their respective heads. The new additions include 1.00" (25 mm) diameter Steadyline bars, GL25 turning heads and 4.00" (100 mm) diameter Steadyline bars, along with a range of rough and fine boring heads for Steadyline bars. Where conventional solutions fail, Steadyline delivers accuracy and confidence in long overhang operations, reducing spindle stress, increasing metal-removal rates, creating smooth surface finishes and extending tool life.
Steadyline turning bars use an effective passive damping system for easy turning and boring operations to depths up to 10xD in small and large holes. A dynamic passive system acts as antiresonance inside the holder's body as a damped mass counter vibrates against the first vibration. Working together with the Steadyline damping system, the short, compact GL heads maximize vibration absorption, making it possible to use extended lengths without tool chatter or work interruptions.
With Steadyline, users can exchange turning and boring tool heads quickly and effortlessly using the unique Seco GL connection. The GL connection mounts heads to Steadyline bars quickly and firmly, with centering accuracy and repeatability of 5 microns and 180° head orientation capability if required.
The 1.00" (25 mm) diameter bars with GL25 workpiece-side connection for 6xD, 8xD and 10xD reaches include carbide-reinforced bars for the deepest tool overhang challenges, along with Seco-Capto, HSK-T/A and cylindrical shank machine-side interfaces.
The 16 new GL25 turning heads target applications including general turning, recessing and back boring with DN..11, CC..09, DC..07, DC..11, TC..11 and VB..11 inserts.
Larger 4.00" (100 mm) diameter bars accommodate existing GL50 turning heads and incorporate Jetstream Tooling high-pressure coolant technology through BA-to-GL50 adapters.
Boring heads with BA060 and BA080 machine-side connections allow for rough and fine boring at diameters from 2.60" to 4.53" (66 mm to 115 mm).



