Custom Deep-Hole Drilling Modules
Custom Deep-Hole Drilling Modules
Investments in conventional deep-hole drilling machines can be very expensive. SOMEX, a member of the Suhner Group, offers custom deep-hole drilling solutions capable of drilling up to 12mm diameters and as deep as 100 times the diameter. These modules can be integrated directly into transfer machines, special-purpose machines or conventional machines such turning machines. The potential for cost savings is substantial.
Investments in conventional deep-hole drilling machines can be very expensive. SOMEX, a member of the Suhner Group, offers custom deep-hole drilling solutions capable of drilling up to 12mm diameters and as deep as 100 times the diameter. These modules can be integrated directly into transfer machines, special-purpose machines or conventional machines such turning machines. The potential for cost savings is substantial.
In recent years, SOMEX has devoted considerable R&D time and capital resources to develop its deep-hole drilling technology, according to company sources.
In addition to standard MAX machining units, SOMEX can offer periphirel components. Thanks to its modular component concept, SOMEX can provide customized turnkey, small and economical deep-hole drilling machines.
SOMEX routinely conducts tests with actual tools and material to prove out the design and performance of its customized deep-hole drilling solutions. Tests are done at the factory, using specific production tools under real production conditions. SOMEX uses single cutting edge and carbide spiral drills up to 70 times the diameter. Using this approach, SOMEX can stand behind the design and performance and thus deliver practical and realistic results to its customers.
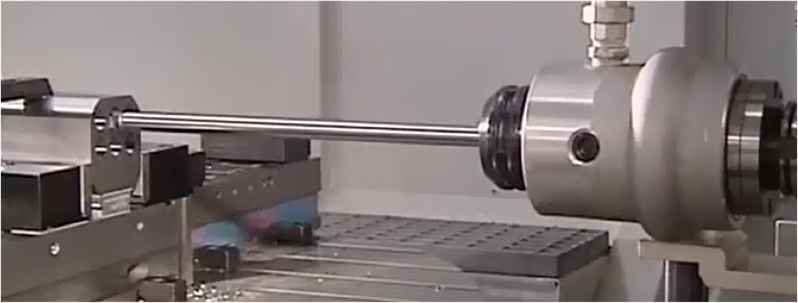
The deep-hole drilling process typically requires either a pilot-drill 1.5 times the diameter or a drill guide bushing, which is then followed by the deep-hole drilling process.
The unique SOMEX design concept combines the guide bushing with a chip basket, allowing both items to travel in unison. The movement of the guide bushing is air-driven, which helps to provide a much closer contact to the part while preventing the escape of the coolant medium. For longer deep-hole drilling applications, it may be necessary to integrate a support bushing to stabilize the deep hole drilling tool.
The degree of accuracy in a deep-hole drilling application measured in the deviation from the theoretical part center line is greatly enhanced by a slow part rotation in a counter-clockwise direction.
For deep-hole drilling applications above 18mm diameters, SOMEX has the option to equip its MAX machining units with drilling systems from BTA- or EJEKTOR lines. In these applications, the coolant and chip management is accomplished through the spindle center. The emulsion is collected at the backend of the spindle, filtered and pressurized to re-enter the coolant system. This solution is often used in high-volume precision parts manufacturing.



