ISO-EcoTurn Line of Turning Inserts
ISO-EcoTurn Line of Turning Inserts
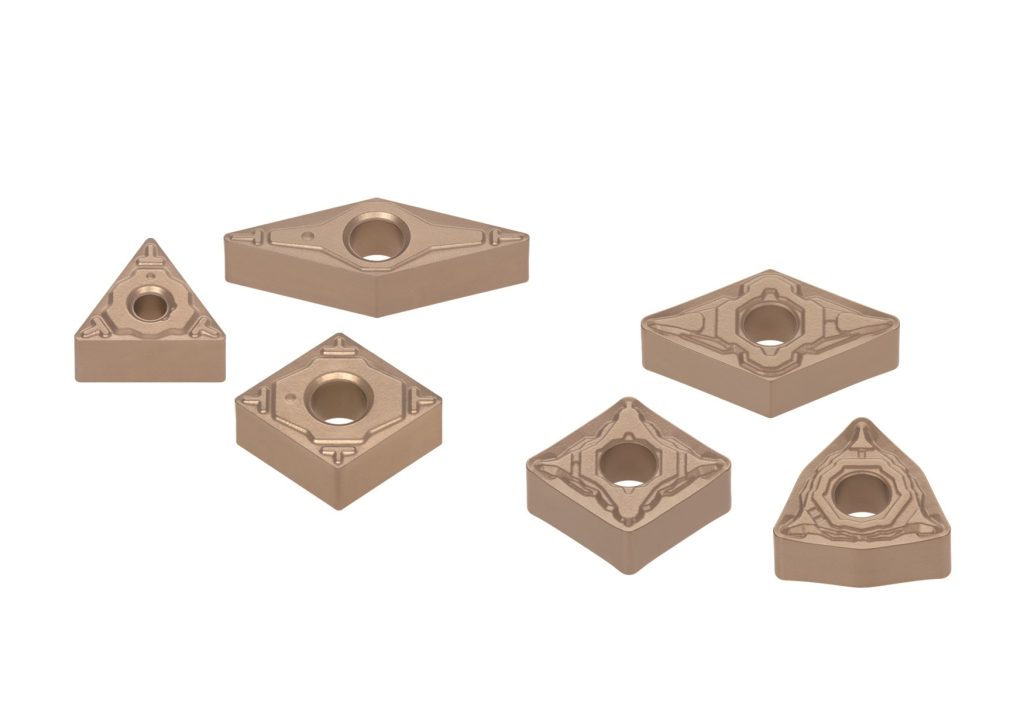
Tungaloy further expands its ISO-EcoTurn line of economical turning inserts, to include new geometries and nose radius size for precision finishing of steel.
Tungaloy further expands its ISO-EcoTurn line of economical turning inserts, to include new geometries and nose radius size for precision finishing of steel.
ISO-EcoTurn inserts, while downsized for tool economy, incorporate the identical chipbreaker geometry and thickness of regular-sized inserts to maintain the same cutting performance at a depth of cut up to 3.0 mm (0.12"). Typically, when an insert is downsized, the thickness of the insert is reduced as well. However, ISO-EcoTurn inserts preserve the thickness of standard inserts in order to maintain fracture resistance. Thanks to reduced volume per insert, ISO-EcoTurn decreases cost per insert on the production line without compromising insert performance.
The new insert lines include -TSF geometry, a first choice for finishing applications; -TF geometry for precision finishing; as well as 0.2 mm nose radius size for corner accuracy.
The inserts are offered in T9215 and T9225 grades, Tungaloy's latest CVD grade series provide exceptional wear resistance and prolonged tool life in steel turning. Combined with these T9200 series grades, this addition makes ISO-EcoTurn an ideal tool to boost productivity in a range of applications.
At a Glance
Expanded two geometries: -TSF for finishing and -TF for precision finishing
0.2 mm nose radius for added precision
Downsized inserts for economical and ecological advantages
19 new inserts to be added



