MP6 Geometry
MP6 Geometry
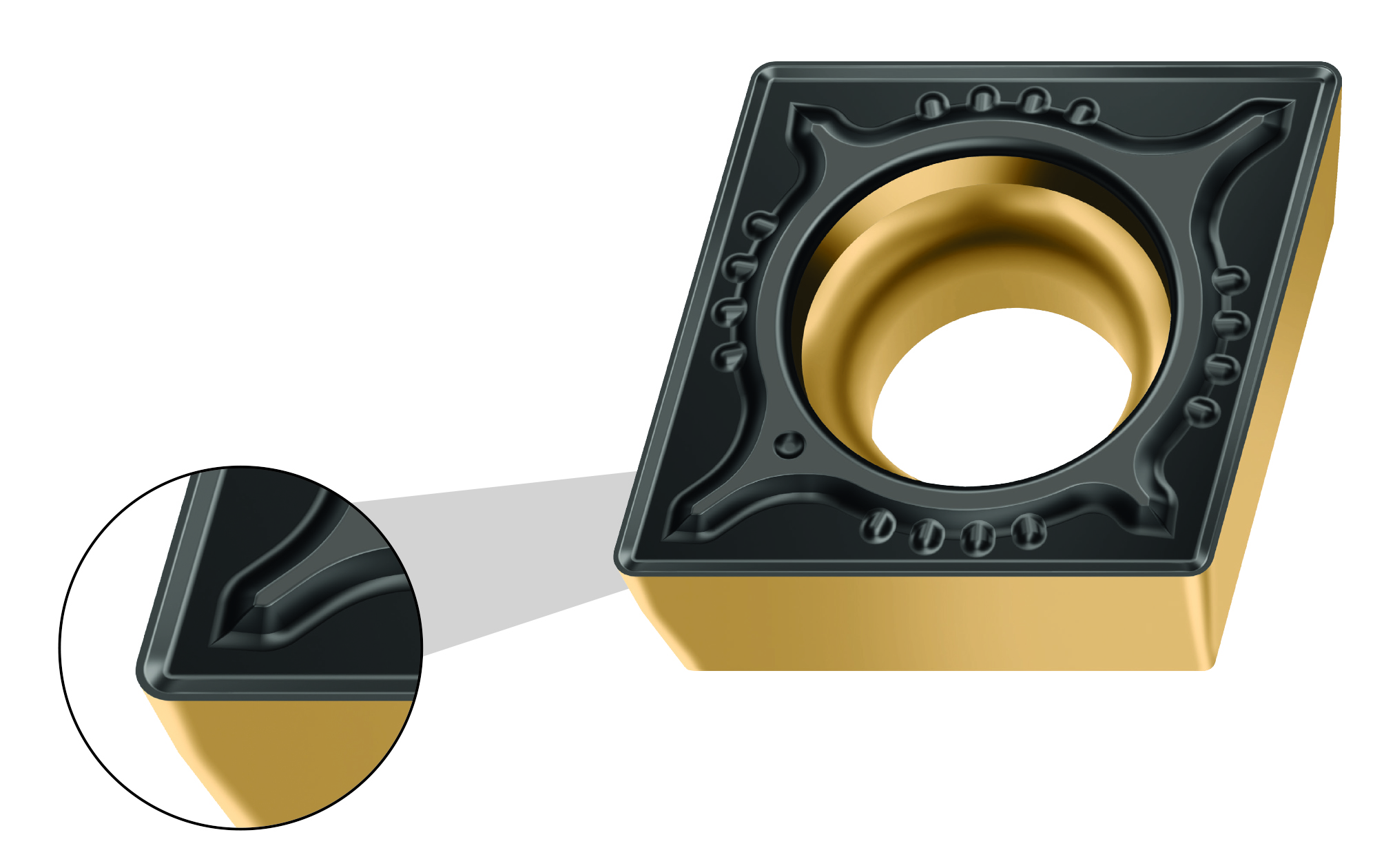
To cover the widest possible range of applications, Walter offers the MP6 geometry in CCMT, DCMT, TCMT and VBMT basic shapes. Its short protective chamfer, which is characteristic of roughing inserts, ensures a high strength of cutting edge, even in challenging conditions, for example when machining forged parts or components with interrupted cuts. The 18° positive rake angle ensures excellent chip control during medium machining.
Walter has introduced the MP6 geometry for turning operations. With the MP6, Walter rounds off its range for medium machining of steel (ISO P). The geometry also has secondary applications in stainless steels, cast iron and super alloys (ISO M, K, S). The MP6 combines features for medium machining, such as a positive rake angle, with those of roughing inserts, for example a strong cutting edge. This makes it the perfect link between the existing MP4 geometry for medium machining (with excellent chip breaking on soft steels) and the RP4 for roughing operations (with tough cutting edge for high feeds) The straight cutting edge of MP6 also makes it an ideal geometry for internal boring operations.
To cover the widest possible range of applications, Walter offers the MP6 geometry in CCMT, DCMT, TCMT and VBMT basic shapes. Its short protective chamfer, which is characteristic of roughing inserts, ensures a high strength of cutting edge, even in challenging conditions, for example when machining forged parts or components with interrupted cuts. The 18° positive rake angle ensures excellent chip control during medium machining.
To prevent vibration, for example with thin-walled components, Walter has given the MP6 geometry an open chip breaker groove. This reduces the cutting pressure even when cutting at a higher depth of cut. This also makes the MP6 ideal for unstable workholding setup and components with long overhangs, for example during internal turning. The new Tiger-tec® Gold grades also have a positive impact on tool life. The WPP10G, WPP20G and WPP30G grades are adapted to different operating conditions, thereby improving tool life and performance across a broad range. Walter specifies feeds from 0.004-0.014 in. and depths of cut from 0.016-0.157 in. as the range for the machining parameters.



