‘Primus’ Endmill
‘Primus’ Endmill
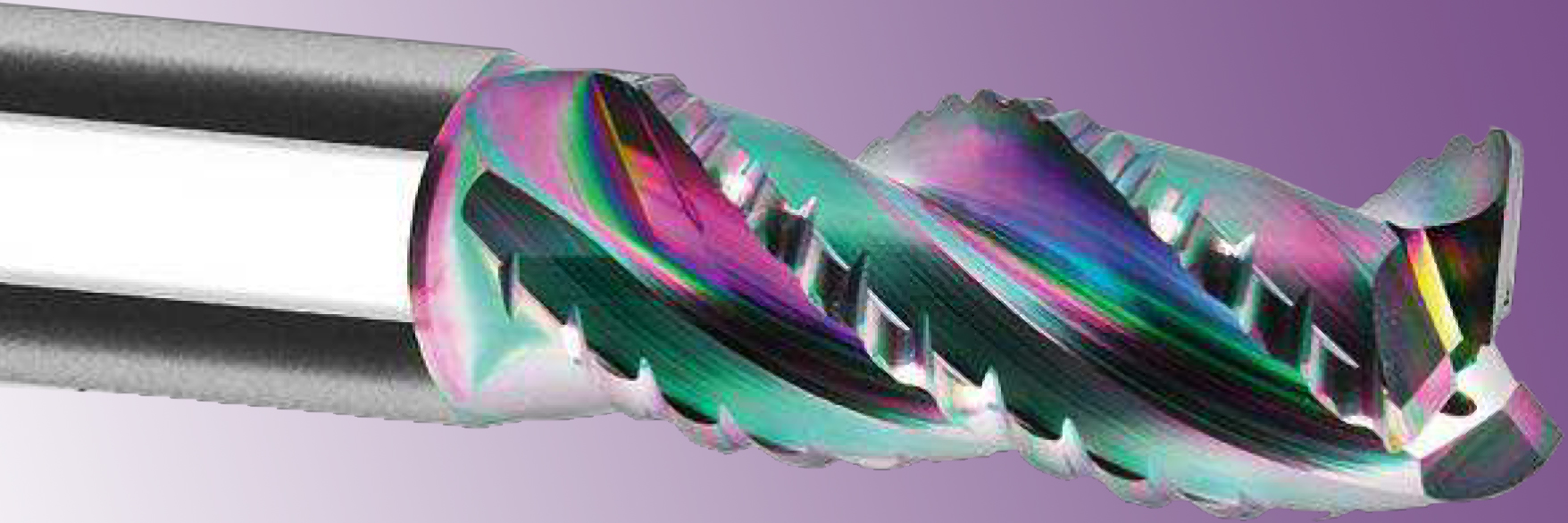
Inovatools provides a stable powerful package in the form of the high-end-HPC aluminum roughing endmill called "Primus". Thanks to its unique design features, such as the special entwined tooth system and the optimized microgeometry, it has what it takes to rise into the ranks of the "best in the class" when it comes to aluminum roughing, according to the company.
Inovatools provides a stable powerful package in the form of the high-end-HPC aluminum roughing endmill called "Primus". Thanks to its unique design features, such as the special entwined tooth system and the optimized microgeometry, it has what it takes to rise into the ranks of the "best in the class" when it comes to aluminum roughing, according to the company.
Since Inovatools has all relevant quality factors such as design, carbide manufacture, edge preparation and coating under its own control, not only does a new tool have a short path to the user, as well as to the latest market requirements, but compliance with product quality is also guaranteed. One example of this high vertical integration is the new "Primus" series.
During a customer test in cutting aluminum 3.2315 (AlMgSi1/AlSiMgMn), the "Primus" emerges as the victor compared to a HPC-Alu-roughing end mill from the market environment, with up to 30 percent more cutting capacity. With the cutting data D1 = 20mm, ae/ap = 1xD, vc = 750 m/min, fz = 0.3 mm, "Primus" achieved a cutting volume of 4,297 cm3/min compared with the 3,008 cm3/min of the comparative tool.
"The "Primus" with inner cooling and multiturning has been systematically designed for extremely high feed rates with quiet, low-vibration running and low power consumption," says Douglas Kline, managing director at Inovatools USA LLC. "To this end, the customer has a special entwined profile with optimized chip control as well as the high-performance coating Ta-C. For this reason, it eliminates the usual problems in cutting aluminum such as the strong adhesion tendency with built-up edges, welding deposits, caking of the chips as well as burr formation, etc."
The VHM HPC endmill is made from well-balanced ultrafine-grained carbide, the mixture of which has been optimized to meet the special demands to which the tool is exposed.
Ta-C, combined with the cutting edge preparation in conjunction with the microgeometry, make the tool resilient. This prevents micro-chipping and makes the cutting edges more resilient. This "defect-free cutting edge design" considerably increases the service life of the "Primus". This is supported by the entwined profile's special chip separators. They break the aluminum chips quickly and at an early stage, and, thanks to large chip grooves, these can be rapidly transported away from the intervention zone with KSS. Not only does this bring a high level of process security, it also ensures low-vibration running for high surface quality, even during HPC roughing.
The three-edged "Primus" is available in diameter ranges from 6.00 mm to 20.00 mm, with inner cooling, multiturning and HB shank design.
Douglas Kline: "The HPC-Alu-roughing endmill 'Primus' is one example of how it is possible to develop latent potential, and hence an even better performance, by optimizing the design such as the microgeometry, chip control and grinding. In this way, "Primus" tools operate with minimal vibrations even at exceptionally high feed rates; for example, during the machining of aluminum for airplanes. The 'Primus' is already the best in class for our business partners who have tested the new tool under individual operating conditions."



