Smart Damper Boring Bar
Smart Damper Boring Bar
BIG KAISER announces the release of the Smart Damper boring bar for lathe applications. A heavyweight, strengthened damping mechanism integrated into the toolholder functions as both a dynamic counter and friction damper.
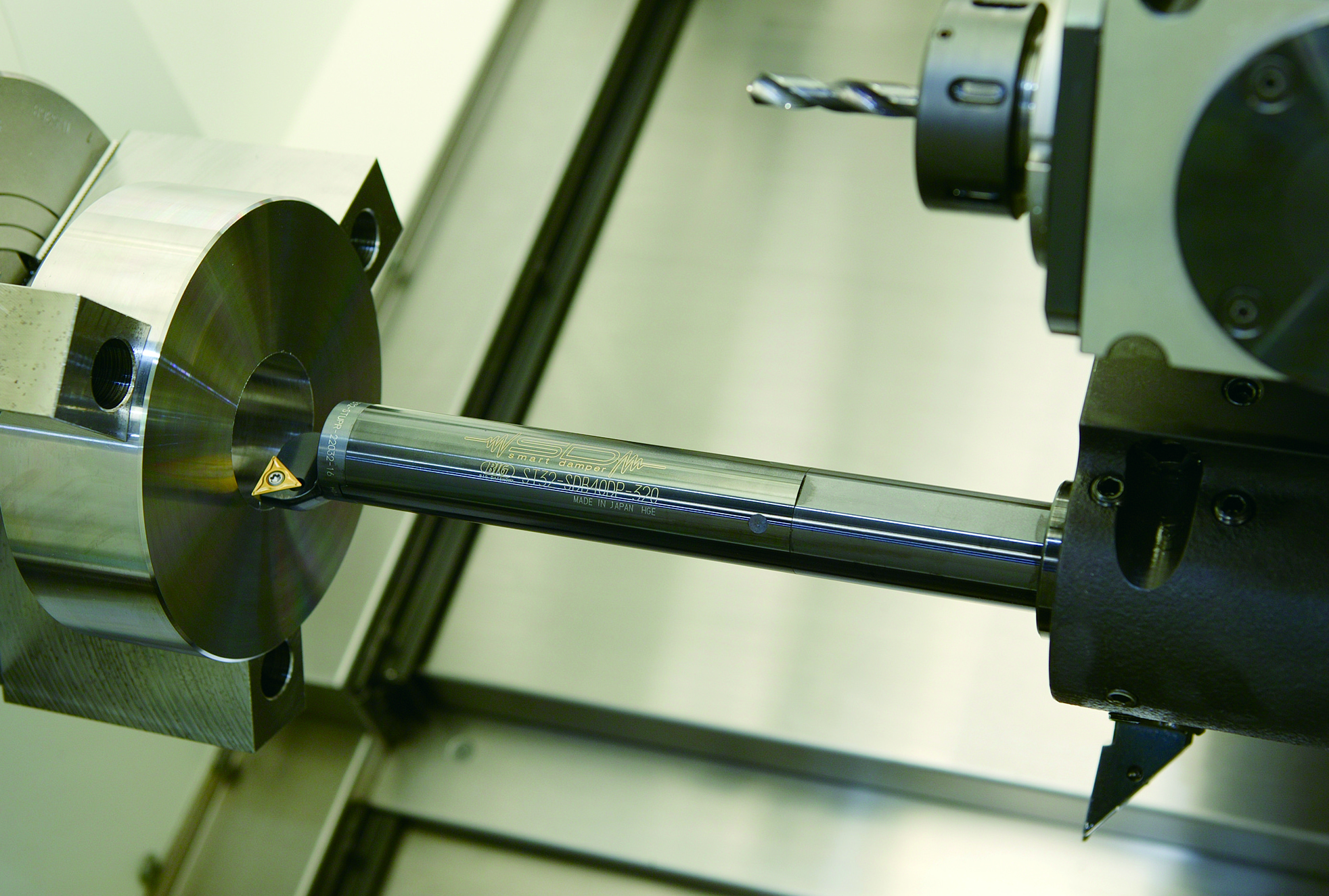
BIG KAISER announces the release of the Smart Damper boring bar for lathe applications. A heavyweight, strengthened damping mechanism integrated into the toolholder functions as both a dynamic counter and friction damper. It instantaneously absorbs vibration and eliminates chatter helping to achieve higher machining accuracy, better surface finishes and increased metal-removal rates for higher productivity at critical machining depths. It's also designed with the capability of supplying coolant through the body directly to the cutting edge.
The Smart Damper boring bar features three modular insert holders, optimized for right-hand ID turning with ISO standard inserts at a minimum diameter of 1.58". Metric bodies are available in diameters 32 and 40mm, with inch versions at 1.250 and 1.500". The general rule of thumb with this system is boring depths are possible at approximately 7xd.
"Normally, when vibration occurs cutting speeds need to be reduced. These cutting speeds affect efficiency, surface finish and tool life. The Smart Damper series has been so impactful for our customers, we made bringing this boring bar to market one of our top priorities as we expand our turning line," says Jack Burley, BIG KAISER vice president of sales and engineering.



