Tiger·tec Gold Inserts
Tiger·tec Gold Inserts
The primary application of the Tiger·tec Gold inserts is steels with various tensile strengths that can be machined. These indexable inserts are ideal for use in the automotive, energy, and general metalworking industries, where the inserts can significantly help reduce the cost per component. Walter is offering Tiger·tec Gold indexable insert grades with its signature geometries starting with finishing (FP5), medium machining (MP3, MP5, MU5) all the way to roughing (RP7, HU5), etc. along with some other niche geometries for specialist troubleshooting purposes.
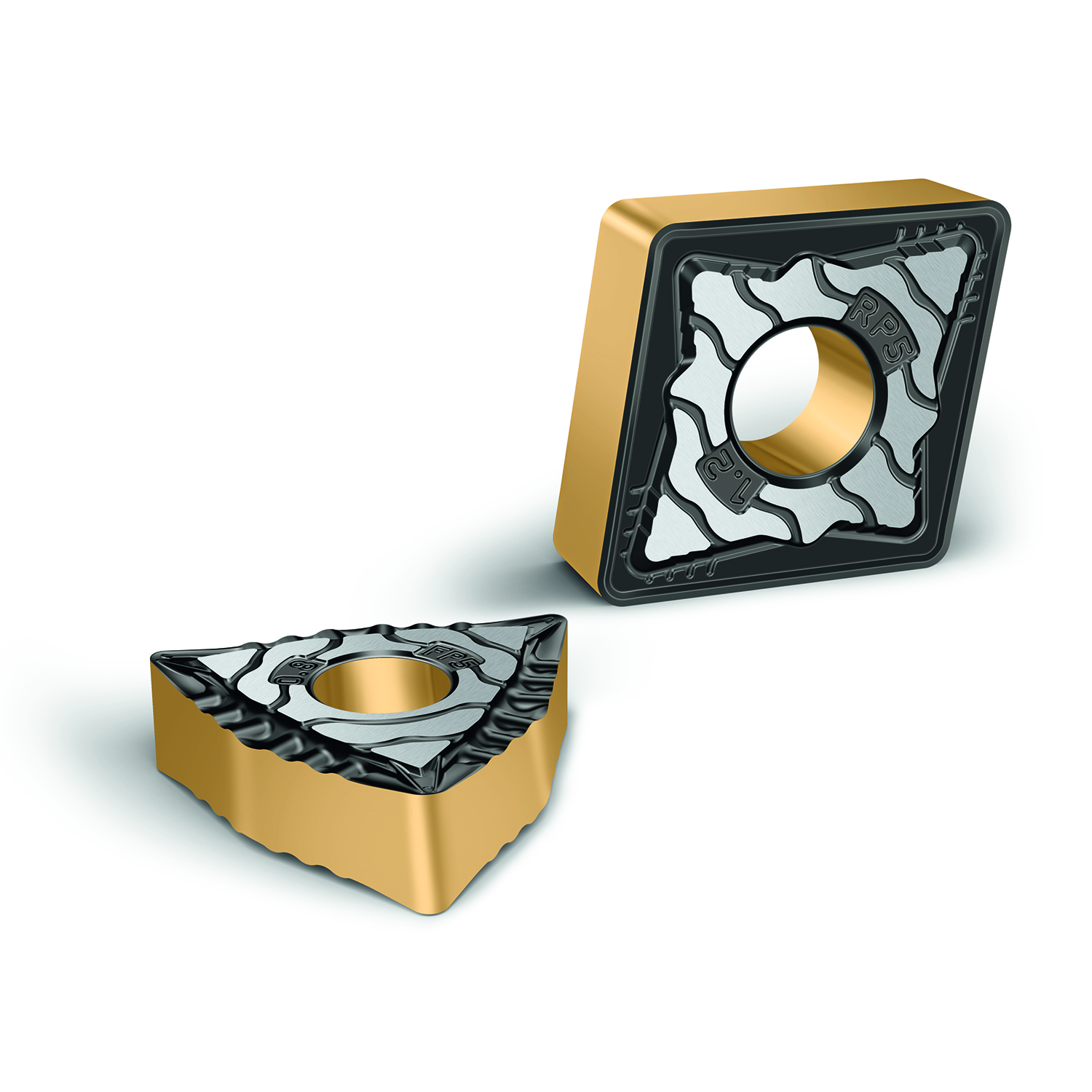
Walter has introduced Tiger·tec® Gold inserts, specially designed for turning operations in all steel applications including low carbon steels as well as various alloy steels. A key feature of these inserts for turning is their outstanding process reliability. This, along with their performance and tool life, is the result of their unique layer structure: A patent-pending, highly textured MT-TiCN layer reduces flank face wear and increases toughness due to its multi-layered elastic structure. A highly textured Al2O3 layer additionally increases the product's resistance to crater wear, while the gold-colored top layer helps improve wear detection.
The final multi-stage proprietary post-treatment of the inserts ensures a rake face with reduced friction for easy chip evacuation and a high level of substrate toughness for resistance to chipping and notching. With this new technology, Walter is introducing three new CVD grades. The WPP10G has the highest wear resistance for continuous cuts primarily in steels (ISO P10) and secondarily in cast irons (ISO K20). The WPP20G is the universal grade capable of handling a wide range of applications, including continuous cuts to moderately interrupted cuts in steels (ISO P20) and with secondary applications in cast irons (ISO K30).The WPP30G is the toughest grades for steels (ISO P30) and secondary applications in cast irons (ISO K20) respectively. Being the toughest grades, WPP30G also is ideal for heavy interruptions, castings with scale, older unstable machine setups or any other applications that require a tough grade. Walter has introduced these grades after a wide range of tests performed globally, with an average tool life increase recorded at 50% higher over any previous generation technology in the market.
The primary application of these new Tiger·tec® Gold inserts is steels with various tensile strengths that can be machined. These indexable inserts are ideal for use in the automotive, energy, and general metalworking industries, where the inserts can significantly help reduce the cost per component. Walter is offering Tiger·tec® Gold indexable insert grades with its signature geometries starting with finishing (FP5), medium machining (MP3, MP5, MU5) all the way to roughing (RP7, HU5), etc. along with some other niche geometries for specialist troubleshooting purposes.



