FIX8TM Heavy-Duty Turning System
FIX8TM Heavy-Duty Turning System
The tangential design of the FIX8 insert features a rigid clamping system that pulls the insert securely into the pocket seat, offering superior stability that enables the insert to withstand large cutting forces and vibrations for optimal performance. The insert is also supported by a replaceable carbide shim, protecting the pocket against deformation and damage.
Kennametal has released the FIX8TM heavy-duty turning system, delivering maximum metal removal rates in steel, stainless steel and cast iron. With eight cutting edges per insert, the FIX8 turning system increases productivity of any heavy-duty turning operation, providing the lowest cost per edge while reducing cutting forces up to 15 percent.
FIX8 has eight cutting edges per insert, providing the lowest cost per edge. The tangential design allows it to sustain far higher loads than traditional designs.
"FIX8 is designed to cover a wide range of applications, including turning and facing, smooth surfaces, interrupted, and heavily interrupted cuts. From medium depth-of-cut to roughing in steels, cast iron, and challenging materials like stainless steel, FIX8 handles it all. Even extreme feed rates of up to 1.4mm (0.055") and depths of cut up to 12mm (0.472") are possible with FIX8," says
The tangential design of the FIX8 insert features a rigid clamping system that pulls the insert securely into the pocket seat, offering superior stability that enables the insert to withstand large cutting forces and vibrations for optimal performance. The insert is also supported by a replaceable carbide shim, protecting the pocket against deformation and damage.
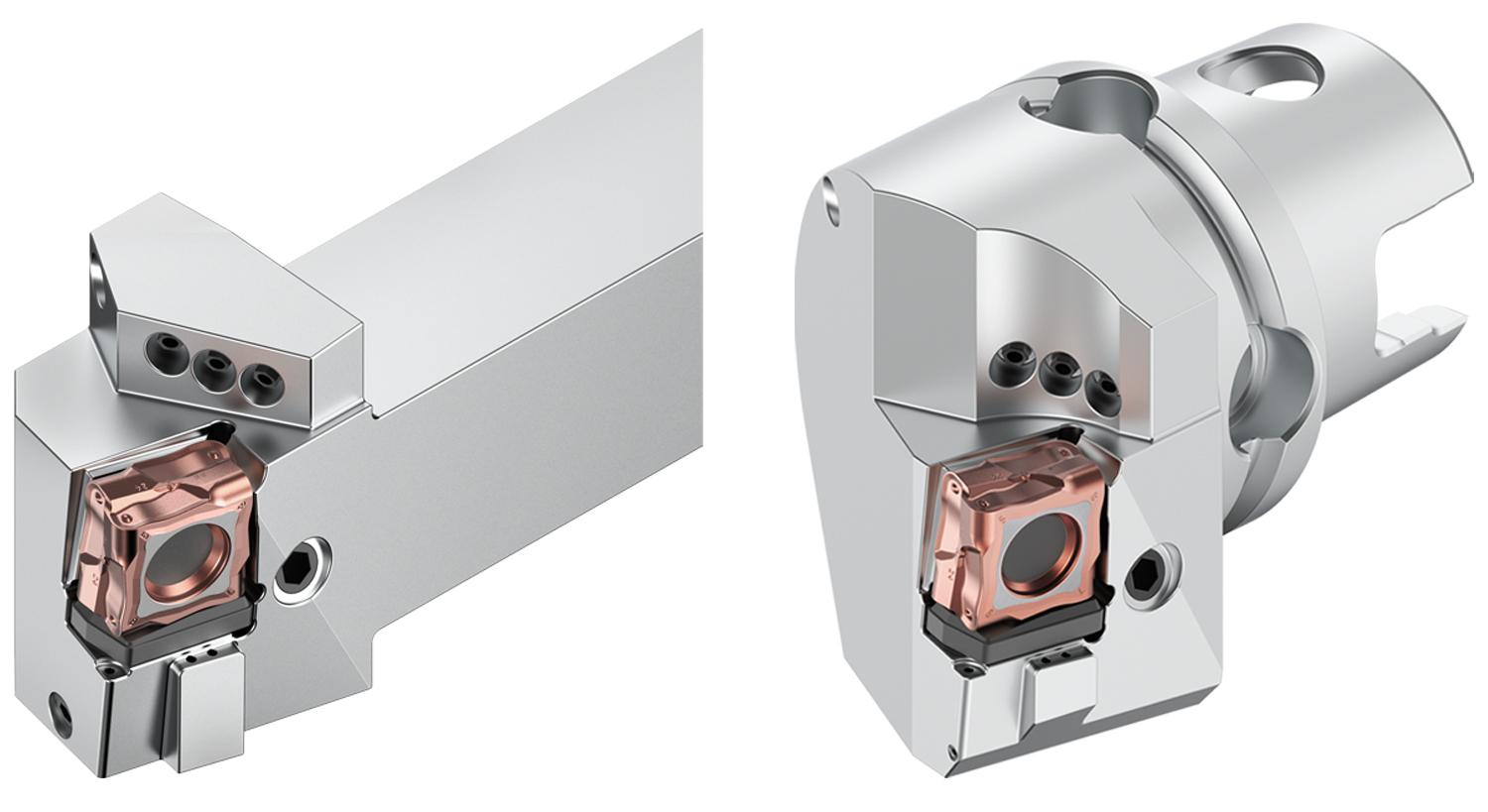
The FIX8 tool holder features precision 3D coolant technology, supplying sufficient coolant precisely where needed. Three coolant nozzles are directed to the rake face, controlling temperature, chip evacuation, and supporting chip formation. Coolant exit holes in two different locations are directed toward the flank of the insert, controlling the heat in the cutting zone and prolonging tool life.
FIX8 tool holder styles featuring precision 3D coolant technology. Delivers coolant sufficiently and precisely to where it is needed.
FIX8 provides excellent chip control for any heavy-duty turning application while increasing tool life. The insert design reduces cutting forces and power consumption, making it ideal for any low horsepower lathe.



